


��������Դˮ�������ϳ�
��ϵ�ˣ��ᆳ��
�ֻ���15838253283����ͬ�ţ�
�绰��0371-66557686
���䣺1813885391@qq.com
��ַ������ʡ�����й�ҵ��
����ʯӢɰ���ϳ������ܼ�73����ˮ��������Ӫ�ֳ�����
������ʮ��ʯӢɰ������������������һ�廯�������м��̣�ֱ�泧�ң�����ʯӢɰ����������ʯӢɰ������0.5-1mmʯӢɰ������1-2mmʯӢɰ������2-4mmʯӢɰ������4-8mmʯӢɰ������2018������ʯӢɰ���ϼ۸����۹�ע��Դˮ�������ϲ�Ʒ���ġ�������ˮ�������й�����ͬ������ҵ�����й���һ��������ˮ����ȫ���̽��мƻ�����֯�����ƺ�Э���ȹ������ܳƣ�����ҵ���ֹ�����������ռ���һЩ������Ӫ����ļ����ܽᣬϣ����������������
����1����ˮ��������֯�ṹ
������ˮ���������й�����Ҫ�ɳ��������в�(�������Ŀ����Һ�����)������ά��(�����繤���ά����)�뻯����ʵ�֣������в�ָ�������ε����й�������ˮ���Ķ������豸ά����ϵ��Ҫ���ճ�ά�������ڼ���,����ά�������ά����ɡ�
��������ˮ����ϵͳ�����⣬���в���Ա�ฺ���豸���ճ�ά���������ճ�Ѳ�켰���׳���ά����������͡���ࡢ�廻��������С�����Ľ��̵����豸��(һ����ɹ�������ʱ��ԼΪ0.5Сʱ)������ά����Ҫ�����豸�Ķ��ڼ��ޣ�����ά������ά�ޡ�ʵ��������������ˮ��˾ֱ����ʵ����������ˮ�������ڳ�����Э���������в�������Ͻ��й�������ˮ�����ĵ����ɳ��������в�Э�������Źܴ�����վ���С�
����2��ˮ�ʼ��ָ��
����ˮ�ʼ��ָ�갴��������ˮ��������Ⱦ���ŷű���GB18918-2002�ͽ���ʱ���Ļ���Ӱ�����۱���ȷ���ļ���ִ�У��������Ŀ�ļ�����ڲ��ա�������ˮ���������С�ά�����䰲ȫ������̡�CJJ60-94ִ�С���PHֵ��SS��BOD5��CODcr��NH3-N��TN��TPÿ��һ�Σ����Ⱥ��ÿ��һ�Σ�������ָ��ÿ������һ�Ρ�һ����ˮ��˾Ϊȷ����ˮ�������ܹ��ﵽ������Ҫ���ʵ���߶���ˮ�������ļ�ر���
����3����ˮ��˾����ˮ������ҵ������ָ��
������ˮ��˾����ˮ�������ļ�������ָ������Ӧ�������·�Χ��
����ˮ�ʣ���ˮˮ�ʴ���ʣ�CODcr��BOD5��SS��NH3-N��TN��TPÿ2h����һ�Σ�ȡ24h����������վ�ֵ�ơ����Ⱥָ��ÿ��һ�Ρ�
������ˮˮ�ʴ����(%)=(�¼��ָ���ܺϸ����-���ϸ���)*100/�¼��ָ������
����ˮ����δ������ˮ������(%)=(��ˮ��վ��ˮ��-��ˮ��ʵ�ʴ�����)*100/��վ��ˮ��
����������������ʣ��������������(%)=(ʵ�ʼ����Ŀ��*100)/����Ŀ��Ƶ��Ӧ�����Ŀ��
�����豸�DZ�����ʣ��豸�DZ������(%)=(���˻������̨��*100)/���˻�����̨��
�������������������¹���ʱ(��)
�������Ź�˾�����Ľ�ȫ������������ߣ�����ָ����������뿼�˷�Χ��
����4��ϵͳ��������ǰ������
������Ա��ѵ������ϵͳ������������ˮ������Ͷ����������ǰ����Ҫ���裬������Ա�ڴ˽�ӦΪϵͳ�Ժ���������л��۾��顣��ϵͳ���г�������ǰӦ��ɶ�ȫ��Ա���ĸ�λ��ѵ�Ͱ�ȫ��ѵ������
��������Ԫ�����������ڵ��������������豸���̣���ˮ������Ͷ���������к���ܳ�ʱ�䲻��ͣ�ˣ�����ϵͳ���г�������ǰӦ���ȫ���������е��������ͬʱӦ��ϸ������������ͻ�е�豸�����ᡢ�����ͽ��������
����ϵͳ�������ԡ���������ˮ���ԣ�ϵͳ�������Ժ�������ˮ����Ӧ��ϵͳ��������ǰ������ˮ����ϵͳ���ദ��ϵͳ�ĸ�����ˮ�أ������豸�������豸��բ�������ŵȡ��������ְ��̺��豸��Ӧ�̣���װ��λ�ֱ���ɣ����ύ�������Ժ�������ˮ���Ա��档ͬʱע������б��Ҫ�����ݵ�У�ˣ������תˢ�ı��һ�£��������ű��Э������ˮ�����������ԱӦ�������������Ե������Ժ���ˮ���Թ����������ա�
�����������ˮ������ϵͳ���г�������ǰ����ˮ�ռ�ϵͳӦ�߱��ռ���������ˮ���������ܹ�ͨ����ˮ�ռ�����ϵͳ���ƽ�ˮ���ͽ�ˮʱ�Σ�ͬʱ��Ӧȷ����ˮ��������ˮ�ܵ�������ˮ����ͨ���Ա�֤������ˮ�������������βˮ����������ˮ���С�
����������Ƹ���ʱ�������̵Ĺ�ˮ������������Ƹ���ʱ�������̵Ĺ�ˮ������ָ�����Խ�ˮ�����õ���ˮ�ڹ������̵Ĺ�ˮ�����ܷ�ﵽ��Ƹ��ɡ�������ͨ���������ԣ���������ˮ�������и����Խ�Լ��ˮ�����������Ӧ֪ͨ�а��̽��иĽ���ֱ���ﵽ��Ƹ��ɡ�
����ϵͳ�������½���ˮ������ϵͳ����Ӧ���ܳа�����ɡ�ϵͳ�����Գ���Ŀ���Ǽ����豸���С����ղ������͵��������Լ������豸�����е�Э���ԡ���ϵͳ����������Ӧ�ص�����Զ����ƺ��ֳ�����ϵͳ���������
����5����������ѡ��
������������Ӧ���ø�������������ˮ��������ʣ�����࣬Ϊ��������ѹ��Ӧȡ��ˮ�ɻ�������ࡣһ������һ���������������������ɹ���ͨ����������ô���ڶ������������������������ࡣ
����6����������ѱ��(��������Ϊ��)
������һ��
��������������Ӧ�ؽ�ˮ������ˮ����������������ˮ����������ˮλ�ﵽ�����Чˮ���1/3ʱ��������������ȵ�Ͷ�뵽��������Ӧ���У����ùķ�����ϵͳ��ʼ������ͬʱ������ˮ����������Ӧ����ˮλ�ﵽ�������ˮλ(����תˢ��ת������ϵͳ,�ڴ�ʱ��ʼ����),�����������ɺ�ij�����ˮ���������������������������ﵽ���
����������ˮλ�ﵽ�������ˮλ������ˮ���������С��������ؽ�ˮ2Сʱ�����������ع��������������ã�ʹ�ڶ������г����Ļ�������������ѱ�������ܿ��ٵر��ռ��������������ﴦ�����С����������Ӧͨ���۲��������������е�����һ���������������ȣ�Ӧ������50~100%֮�䡣
�����������شﵽ��������ˮλ��Ӧ�۲��������״�������ƽ�ˮ��ֱ������ģ���������״���ʱ���ʵ���ˮ����ˮ�Բ���Ӫ�����ˮ���ɿ��������������ݵ�25%���ظ������������������ؿ�ʼ����ʱ������������ˮ�������գ����������ա�
���������ﴦ����ˮλ�ﵽ��������ˮλ��Ӧ��ʱ������������ܽ���(DO)Ũ��ֵ(ͨ���ܽ����ⶨ��)�����ж��������Ƿ��㹻����������Ӧ�������ڻ�������ѱ�������У��ܽ�����Ũ��Ӧ������������������ܷ���������¡�
����a)��ˮ�ͻ����������ܽ���Ũ�Ƚϵ�;��Ҫ�϶������;
����b)��ˮȱ������Ҫ���㹻���ܽ���������ٸı�ɳ�������;
����c)����ˮ��Ӫ�����ʷḻ����Ҫ�������ܽ��������������������
����������ѱ���Ĺ����У��ܽ��������Ũ��Ӧȷ����������ˮ�ڴ��ܽ���Ũ�Ȳ�С��1.0mg/L���ڻ�������ѱ���ĵ�һ���У����ڻ��������Ũ�Ƚϵͣ��������Ĺ����п��ܻ������������ĭ����ʵ�ʲ��������У���ȡ��Ӧ�Ĵ�����ʩ�����������ˮ�εȴ�ʩ��ȥ����ĭ��
�����ڶ���
��������ѱ����������ڶ��κ���ܽ�����ͬʱ��Ӧ��ʼ�����������30���ӳ�����(SV)��Ӫ�����ʲ������ڽ��м�������������ȵĹ����п��Է����ڴ˽ε�ǰ������ˮ��������ɫ����ͬ��ˮ����ɫ��ͬ����������ʱ������ӣ���ˮ�����Ŀ�����������ܱ�ã�������ɫ��Ϊ�ں�ɫ��
�����ڴ˽��л�����������ȿɴﵽ20%�����Ӫ�����ʵ�Ŀ����Ϊ����������ṩ�������ڻ�������ѱ���Ĺ�����Ӫ�����ʵIJ���BOD��N��PӦ������100��5��1���ң������ܴﵽ�˲���ӦͶ��Ӫ�����ʽ��е��ڡ�
����������
������������ѱ��������������κ�������ѱ������������ɡ��ڴ˽��У�Ӧ�ϸ�������3-1�����з����ƻ�������ˮ�����Ĺؼ��������м�⡢�����Ϳ��ƣ�������������ݹ�ϵͳ�������вο�������������Ũ��ֵ�ﵽ�涨��Χ������ȶ�ʱ��������Ϊ��������ѱ������������ɡ���ˮ�������ͳ���������ˮSSӦ��ꡣ�ڸýι�����Ӧ����ʵ�ʲ����������ʣ�������ŷš�
�������Ľ�
�����ýε�Ŀ���Ǽ�¼���в���������������30���ӳ�����(SV)�����ᄉ�졢��������Ⱥ�ʣ�������ŷ����ȹؼ����Ʋ�����Ϊϵͳ�����������ṩ�ο�������ˮŨ�Ƚϵ͡�������������ϲ�������Ӧ������������ȣ�ͬʱ���������͵��������ʱӦ��С��������ȡ�
����������ѱ���ĸýκ��Ժ�ϵͳ�������еĹ�����Ӧ�ϸ������������ȣ����û�б�֤��������ȣ����ܻ������������
����û���㹻�Ļ���������������Ⱦ��������ͨ��������ϵͳ������ǰһ����������;����������Ƚ�С�����������ڳ�������ͣ��ʱ��ϳ��������ڶ������з���������Ӧ�����ܻ�����ϸ��ͳ�ζ;�����ڶ��������γɽϺ����㣬���ܵ��³�ˮ��������Ũ�Ƚϸ�;�����㹻���ܽ���Ũ�ȵ�����£��������������ﴦ�����н�����������Ӧ�����ܻᵼ�³������з�����������Ӧ�������������ӡ�
��������ѱ���ĵ��Ľν���������ѱ��������ɺ�����������в�����Ӧ����ƿ��Ʒ�Χ�ڲ�����ȶ���
����7���¶�Ҫ��
�����¶���Ӱ����ѱ���Ļ�������֮һ,�������ﶼ���ض���Χ���¶�������������ѱ�����¶ȷ�Χ��10~40��,����¶���20~30�档�ʽ���ϵͳ�ij������в�Ҫ���ڶ�����С�
����8��pHֵҪ��
����pHֵҲ��Ӱ������֮һ��������ѱ�����Ժ���������й�����Ӧ��ϵͳ�Ľ�ˮpH������6~9֮�䡣
����9��Ӫ������Ҫ��
�������õ�Ӫ�������Ǿ�Ⱥ��л��������ǰ�ᡣ������ѱ���Ĺ�����Ӧ��Ӫ�����ʵIJ���������BOD��N��PΪ100��5��1���ң�Ϊ����ѱ���ṩ���õ�����������
����10���ܽ�����(DO)Ҫ��
����DO������ѱ�������е���Ҫ����ָ�꣬������ѱ��������Ӧ��DO�ķ�Χ������0.5~2.0mg/L��(�ܽ���Ũ�Ȳ�����Ϊ��ת��������ˮ����4.5�״�)��DO����ͨ���ܽ����ⶨ�Ǽ�⣬Ҳ����ͨ���˹���⣬���˽�DO�ڳ��еı仯���ɡ�
����11�����Һ��������Ũ��(MLSS)Ҫ��
�����������������л��ԵIJ���,Ҳ���л����л������,�����ﴦ������������Ҫ����,�����Һ����Ũ��MLSS����ֵ������Եر�ʾ���ﲿ�ֵĶ��١����������Ũ��Ӧ������2~4g/L��
����12������������ྵ��Ҫ��
�����������ദ�ڲ�ͬ��������,��������Ҳ���ֳ���ͬ�ı�����ϸ���е��ŷֽ��л���Ļ����ͻ����Ĵ�л����,��ԭ�����Ҳ���������������ʳ����ϸ�������������Ļ��������к����ӳ桢�ֳ桢��ë�桢�����ŵȡ���������Ƭ���ӳ��Ծ���࣬�����ֳ桢�߳�ʱ��������������ʺá�
����13������30���ӳ�����(SV)Ҫ��
��������������������ʱ����30���ӳ�����Ӧ������15%-30%֮�䡣
����14��������ĵ���
��������Ҫ������������������Ũ�ȣ���ˮ��������Ũ��(SS)�������������ָ��(SVI)����Ҫ�����ֶ�Ϊ����ʣ�������ŷ�����ʣ�������ŷ��ǻ�������տ���������Ҫ��һ������������ƻ��ҺŨ�ȣ������������䣬�ı������������������������ٶȣ��ı��������������Լ��ı�����ij������ܡ�
����15�����������
����QS=(MLSS*Va)/(Q*SSi)
������ʽ�У�
����QS��������(d)
����MLSS�����Һ��������Ũ��(mg/L)
����Q����ˮ����(m3/d)
����SSi����ˮ��������Ũ��(mg/L)
����16��ϸ��ƽ��ͣ��ʱ����㹫ʽ��
����MCRT=(MLSS*Va)/(Qw*SSr+Q*SSe)
������ʽ�У�
����MLSS�����Һ��������Ũ��(mg/L)
����Va�����������(m3)
����Qw����������(m3/d)
����SSr����������Ũ��(mg/L)
����SSe����ˮ��������Ũ��(mg/L)
������������QS��15�����ң�MCRTһ��Ӧ�Ե���QS���������еĹ��������͡���������Ũ��SSr��Ҫ�ɻ����Ƚ��п��ƣ������ȼӴ�������Ũ���½��������ȼ�С��������Ũ�����ӣ�����Ũ����������F/M��
����17���ܽ������ĵ���
��������Ҫ���������������ܽ���(DO)Ũ�ȣ���Ҫ�ֶ�������ǿ�ȿ���;�������У���ˮ���Һ����������ѭ����������תˢ��ת�����ɤ���ƶ��ͳ�����������װ�������ܽ���Ũ�ȴӸ���ͱ䶯���ɺ��������ɵ�ȱ���Σ��������ܽ���Ũ��DO�˿�����1mg/L��3mg/L��ȱ����DO�˿���0.2��0.5mg/L��
����תˢ(ת��)�ؿ��Ե��ڳ�ˮ�ߵĸ߶ȣ�ʹתˢ(ת��)�ı���û���ȶ��ı�����������û�б�Ƶ����װ�ã���ɸı�ת�ٵ�����������Ҳ�����������תˢ(ת��)���������������������������������Ӱ��ˮ�ڳ��ڵ�����(Ӧ������0.25m/s����)����Ӧ����ˮ�����������Ա�֤�������٣������ٻ���
����18�������������ĵ���
��������Ҫ�������������ָ��������������ȣ���Ҫ�����ֶ��ǻ����ȡ��������������У�ʣ����������ŷź�Ķ������������ȫ���������������У����ܱ�֤�������е�����Ũ�ȣ��Ӷ���֤�䴦�������������������Ŀ��ƾ��ǻ������Ҫ���䷽���У�
��������������λ���ƣ��������Ҫ��ȷ������λ����ʹ����ȿ�����0.3��0.9m֮�䣬ͬʱʹ�����С����λ����ˮ���1/3�����ʵ����λ�����趨����λ��Ӧ����������������λ�����趨ֵӦ���ٻ�������ʹ������λ���趨ֵ�ϣ������������˳���10%������һ��Ѳ��ʱ�����λ�ı仯���ٸ����ʵ��ĵ���������������λ�ȶ�����һ��ֵ��ʱ��˵�����е������ѻ����������أ��ﵽ�˹���Ҫ��������������ˮ��ֱ���йأ���ˮ������(�����)�����������ص��������ɱ�������(�����)��������ҲӦ�ɱ���������(�����)��
�������ϰ�����û�����(R),���������������ˮ��֮�������ơ�
����19������״̬�ľ�ƫ
��������״̬�����룬ͨ���������������ֵ������ܼ�ʱ����ˮ������(F/M)���ʵ�Ҳ������ԭ��֮һ��Ҳ�п����ǻ�е��ˮ�����Ϻͽ�ˮˮ��ͻ��(��Ǽƻ��Թ�ҵ��ˮ�ij������)���𡣼�ʱ�ĵ������������г��ڶԼ�����ˮ��(��ˮ��)ˮ�������Ʒ���������ܽᡣ
�������в����ĵ��������ͺ�ЧӦ,��ӦС�ĵ���(���ε�����ӦС��10%)�����Ĺ۲졣���������й��ϱ�����Ӧ�Է��������¼��,ϵͳ�������ָ�ϣ����������ݸ��������ɾ��������״̬��ƫ�Ĺ�����,���йؼ��Ĺ��̿��Ʋ���ΪF/M����BOD5���ฺ�ɣ�F/M���㹫ʽ���£�
����F/M=(Q*BOD5)/(MLVSS*Va)
����MLVSS=f•MLSS
������ʽ�У�
����Q����ˮ��(m3/d)
����BOD5����������������(mg/L)
����f����������������ˮһ��ȡ0.75
����MLVSS�����Һ�ӷ�����������Ũ��(mg/L)
����Va����������Ч�ݻ�(m3)
��������BOD5��Ҫ���ղ���ȡ�ý��������ֲ��òⶨCOD����BOD5������������F/MֵӦ������0.05��0.15֮�䡣
����20�����ϵ���
������ˮ������״̬������
����a)ͣ���ϵ�;
����b)�����ش����;
����c)���߱�վ����;
����d)�����ˮ��
��������ʱ������ˮ�ĵ����ɳ������п���Э��������ˮ��������������վ���б�Ҫ��Э����
����21���鿴�DZ����ݼ�¼
����a)���п��Ʋ����Ƿ�������
����b)������������������Ƿ�������
����c)��������DO�Ƿ���1.0mg/L��3.0mg/L�ķ����ڡ�
����d)�����Ƿ�������
����22���й�Ѳ��
�����������л��Һ����ɫ�ܹ���Ϊ��������������ָ�꣬һ�������ĺ��������������ɫӦ�������ɿ�������ɫ��
�����������Ƿ�����,����ˮ�Ƿ��峺,���г������ݣ��ϸ����࣬����Ƿ�̫�������̫��Ӧ�üӴ���������ȡ�
������ˮ�Ƿ��峺,��ֱ�ӷ�ӳ����״������ӳ����ij������ܡ�
����23���鿴�������ݼƼ�¼
��������ָ��(SVI)�����ᄉ�죬SVIͨ��Ӧ��70-100����SVI̫��,����ܷ�����������,��SVI̫��,������������ϻ����羵���з���˿״��Ӧ�����ڻ��������м��ȡ���������(�����ڹķ�����)������������Ӧά��DO��1mg/l��3mg/l,�ɼ���������������ˮBOD5ֱ�ӹ����ġ�BOD5Ҫ��ȡ����������н�������������ĸ���(���CODֵ)�ǽ�ˮBOD5�IJο�ָ�ꡣ
����24������ˮ��վ����ǰ���
��������ǰ��鹤��������
����a)��ˮ��ˮλ���Ƿ�����������ˮλ����
����b)ˮ��������Ӱ��ˮ�����е�����
����c)���û��Ƿ�װ��ȷ�����̼����ɶ������¡����ߺ���������ˮբ��(����)�Ƿ�رա�
����d)������̨(��)����λ�ã��л����ֶ�����״̬����������Դ��ѹӦ�ڹ涨�����ڣ�����������ʪ�ȡ��¶��������������ն��Ƿ�������ˮ��
����25������ˮ��վѲ��
������ˮ��ˮλ����ˮ�����������̨�������õ���ת�����������ѹ��������������ʪ�ȡ��¶ȡ�ˮ�ó���ѹ���������������ƹ��л������Ƿ��趨���趨���Կػ��ֿ�λ�ã����ùܵ������豸���������Ŵ��Ƿ�������Ѳ��Ƶ��Ϊ�Ӱࡢ�����һ��(���ӽ��Ӱ�����)������ʱ��ÿ2СʱѲ��һ�Σ�����Ѳ�컹�����豸���DZ����÷����÷��ܱ�����������������ά��������
����Ѳ������з�������Ӧ��������������¼�ڼ�¼���У�����ˮλ�����趨ֵ��Ӧ����ͣ�������ˮλ�̵�����ʹ�ָ���������ˮλ�����趨ֵ��Ӧ֪ͨ�п�������ˮ�ã��ڱ���ת��������ˮλ�̵�����ʹ�ָ�����;����ˮ��������Ӧ�����������������³���������Ӧ��“��С�ռ��ڵİ�ȫ����Ҫ��”������֪ͨ�п��ҵ���֧Ԯ������Ӧ���������Դ����ȡ��Ҫ��ʩ����ֹ�ٷ����������;
�����������ת������������ҪѰ��ԭ��ʹ��ָ�����;��������в�����������Ӧ������ά��ʹ��������������ͻ�䣬���籩�꼴�����٣���Ӧ����Ѳ�죬����š�������ȡ��Ҫ�ķ�ˮ���״�ʩ���豸����ʹ�ã��豸������顢�������ͣ�ú�Ͷ��ϵͳ����Ҫ����Ѳ�������������30�֡�75�ָ�һ�Σ���һ��������ת������Ѳ��ÿ120��һ�Ρ�
����26������ˮ��վά���������ݺ�Ƶ��
����բ����ÿ��һ���ɳ��װฺ�𡣼�鷧���ܷ��������Ҫʱ�������ϣ��������ע����Ϊ�綯բ����Ӧ�����λ���ء��ֶ���綯������װ��;�����ڲ�����բ��Ӧÿ�����������顣����ֹ�ط���ÿ��һ�ε��Ի��ջ�������ע���͡�
�����쳵��綯��«�������豸ÿ������λ��������飬�������ø�˿������ֹ��ʴ�������ĥ��������ĥ�����ԭֱ����10%�����ж��ѵĹ��ߣ���Ӧ��������������ÿ��һ�μ��ܵ���բ����DZˮ�õ�װ�ǰ塢���������ݡ�֧�ܵȽ��������Ƿ���̡��ȹ̣��Ͳ�ȡ�ȹ̴�ʩ������ʼ��ʴ��Ӧ��ȡ�����������ʩ��
������ʱ�����������ƾߡ�����ǰҪ�Թܵ���բ�����丽���豸���������ƹ���桢�÷��Ŵ���ǽ�桢��ƺ����Χ������������һ���������������Ե������ƹ�Ľ��ù��Ƹ��ˣ�������λ��ȷ��
����27����ˮ����������Ƶ��
����ÿ��һ��Ӧ�Լ�ˮ�����������ͼ����������ѷ��ʴ��������ṹ�Ѿ��ȶ��������ʴ�������ؿ����ʵ��ӳ��������ڡ�
������ѡ����ˮ����С��ʱ����֯��������������ʱ�����������ˮ����ȷ��ʱ�����ˮ��˾����������֯ʵʩ������ǰ�������ó�ֵ�������������������ͨ��Ͱ�ȫ��ʩ��������������ͣˮʱ���ȷ����ȫ�����ú������������仯�İ��ţ����ܿ�ʼ������
��������������ˮ�ؽ������ˮλ���ж�����������Դ����һ���DZˮ�ã�����С���ƶ�ʽDZˮ�ü�����ˮ��ͬʱ�ø�ѹˮǹ���ٺ���ϴ�رڣ����³���ҵʱ�����ϸ���“��С�ռ��ڵİ�ȫ����Ҫ��”���У�Ҫ���ǽ���ǿ��ͨ�磬��ͨ����������ж������Ũ�ȼ����������ﵽҪ���ſ����ˣ�ͬʱ�������ͨ�磬ǿ�ȿ����ʵ���С��������ֹͣ����Ϊ���������Խ��ͷ��ж����壬Ҫ���˼���³ع���ʱ�䲻�˳���30���ӡ�
�������ˮ���ѷ��ʴ��������ܵ��������ˮ�ýӿڸ�ʴ��������б�Ҫ����з������������ܵ��ȹ������ˮλ����DZ���������ϸ��¼��ָ���������ص�ͬʱ���������Ӧ�������DZˮ����������ά���������ɺ��װ��λ����ˮ���С�
����28���֡�ϸ��դ������ά��
���������µĻ�����Ͷ��ʹ�õĸ�դǰӦ��飺
����a)��դ��������
����b)���ͼ�����λ
����c)��դ�߱���������
����d)դ�����ͻ���ѹ�����߱���������
����e)����ˮբ���������ܱ�������Ҫ��
����f)�綯�ͼ��ϵͳ����
����g)�Զ������������DZ���������Ϣ����ȷ;�ֶ����ƹ�߱������������Զ��������ֶ�����װ���л�������
����������ϼ�鹤����ȷ�������������դͶ�����У���դ��������Ϊ��
����a)�㶯�����ȷ�������������
����b)������ˮբ�ſ�ʼ��ˮ
����c)������դ�ͳ��ۻ�
����d)����դ�����ͻ�
������ϸ���������ɹ�Ӧ�̻���Ŀ��������ʵ��������е����Ͳ��䡣
������դͶ�����к��1Сʱ�ڣ�Ӧ���й�ע�����Ĺ���״�����緢���κ��쳣��������Ӧ����ͣ����飬�ų����Ϻ�Ͷ�����С�
����29����(��)������
������դ���ۻ�����������դ����դ�����ͻ����͵������С�������դ���ﵽ80%�������ʱӦ��ʱ���ˣ�ͬʱÿ������Ӧ����һ�Σ���������ˮ������ָ���ص�ͳһ������
����30����ɰ��(��������ɰ��Ϊ��)��������
���������µĻ�����Ͷ�����е�������ɰ��ǰӦ��飺
����a)��������ˮ��·�ͳ���ɰʯ������
����b)������������װ�þ߱���������
����c)��ѹ���߱���������
����d)����������֧���ȹ�
����e)��ɰϵͳ����ɰ���߾߱���������
����f)ϴɰ���߱���������
����g)ȫ�����ź�բ������״̬�������Ҫ��
����h)ˮ�����»�е�豸�ͳرڼ��صķ����ͽ������
����i)�綯ϵͳ�����ϵͳ�ͱ���ϵͳ���
����j)����ϵͳ�ֳ��ֶ����ƹ�߱������������Զ������������DZ�����Ϣ����ȷ���������Զ��������ֶ������л�����������
����31��������ɰ�ص���������Ϊ��
����a)������ˮբ�ſ�ʼ��ˮ
����b)��������װ��
����c)�趨��ɰϵͳ���в���
����d)����ϴɰ��
����e)ɰ��װ���������
������ϸ�������������ɹ�Ӧ�̻���Ŀ��������ʵ��������е����Ͳ��䡣
��������ϵͳʱӦ���ڸ����������������⣬�������ܽӽ����Ҫ��ɰ��ϴɰ�Զ����Ʋ�����Ӧ������ˮ��ɰ�ʵ�������е�������ÿ�����ٸ���һ�Σ��ڳ�ɰ�ظ��ɷ����仯ʱҪ�Գ�ˮ�еĺ�ɰ�����м�ⲢӦ���㹤��Ҫ��
������ϴɰ����ϴ���ɰ�ռ���ɰ���л��ϣ�����ʱ���ˣ���ϴ���ɰӦ�˵�ָ���ص㡣Ҫ���ڶ��ų���ɰ���л��ﺬ�����м�⣬Ҫ���л��ﺬ��С��10%��
�������رս�ˮբ��ֹͣ��ɰ�����к�Ӧ������ɰ������ȷ����ɰ����ɰ������ɺ�ֹͣ��ɰϵͳ���С�
����32�������ɰ���������в���

�������������ɰ���������в���
����ɰ���е��л���ĺ�����С��10%��
����33�����ﴦ����Ԫ(��������Ϊ��)�������
������ͣ����豸����ԭ���ʱ��ֹͣ���У����������Ծ��л��Ե������������Ӧ�����в������������ǰ������ݰ��������������������������еĸ�����������ߵ��ϵ������������ϵͳ��飺�����ùķ�����ϵͳ��飺(�ķ����鰴4.9�й涨ִ��)������ͷ����������������©�������������Ϸ�������״̬��
����������תˢ�ͱ��ػ�����ϵͳ����������£�תˢ�ͱ��ػ���飺���ٻ����������������������豸����������������������Χ���������������Ƭ��תˢ��ҶƬ����������������ԡ�
����ˮ����������飺���÷������豸���������ò��߱���������
�����������ż�飺�߿ڵ���װ�����������ܱ�������Ҫ�������Ÿ߶ȷ���Ҫ��
�����ܵ�ϵͳ��բ�źͷ��ż�飺��¶�ܵ�����©��֧���ȹ̡�����ͷ�������;բ�������������״̬�������Ҫ��
����34�����ﴦ����Ԫ(��������Ϊ��)Ѳ��
����������ϵͳ�ճ�Ѳ������������ݣ�
�������������渡������ĭ���������ɢ������ζ�ж������Ƿ��������ܽ���Ũ���ֳ�����������DZ����ݵĸ��ˡ�pH�ֳ�����������DZ����ݵĸ��ˡ����Һ����ɫ�������ػ��Һ��ˮ����������峺�ԡ�������������������(�������������͵�ѹ��)����е�豸������λ��ת����תˢ��������ת����תˢ��������������(ÿ��һ��)����ˮ�߿ڵ�����ˮ������������״����ˮ�����������
����Ѳ�������Ӧ�ص�۲���Һ����ɫ���������ֳ���ζ������������ˮ������峺�ԣ������쳣Ӧ��ʱ֪ͨ���Ŀ����ҽ��е�����
������ˮ�������ɫ������״�����õ�������ϵͳ�л��Һ��ɫΪ�ںֵ���ں�ɫ��������Ũ�ȼ�С����ˮ��������ɫ������ں�ɫ��Ϊdz�ں�ɫ������������������ˮ����ォ��Ϊ��ɫ��
������ζ:�������е�������ϵͳ��ζӦ�н�����ù��ζ����ϵͳ���в���������ܵ��²����д̼�����ζ���塣�����ֳ�����ζ����ʱ��ϵͳ�п������ڷ���������Ӧ��Ӧ��ȡ�Ĵ�ʩ��߳�������
����ȱ���λ��Һ�ϲ��峺�ԣ����������е�������ϵͳ�У�������ȱ������ˮ������ϲ���Թ۲쵽1~2��������峺�㡣�峺ˮ��ľ������ȡ���������������ٺͻ�������Ŀɳ����ԡ�
����������������ĭ�������������а�ɫ��ĭ�IJ�����ͨ�����������������Ũ�Ȳ�������ġ���ϵͳ�����Ĺ��������������������ɫ��ĭ������Ƚ��ձ飬��������Ũ�ȵ����ӳ�����ĭ�������������ʧ��
����������ϵͳ��Ѳ����·Ӧ����ʵ���������ȷ��;Ѳ��Ƶ��Ӧÿ2Сʱ����һ�Σ��ڽ��Ӱ�ʱӦ�ɽ�����Ա�ͽӰ���Ա��ϵͳ����һ��Ѳ�Ӻͼ�飬Ѳ��Ƶ���˿�����ʵ��������е�����
����35�������ز������
����������������Ϊ�ճ����������������������������������Ϊ�ճ���������Ϊ������������ˮ�¼�鲿�ֿ���ʡ�ԡ�
������������������Ͷ�����еĶ�����ϵͳǰ��Ӧ��������ǰ��飺����բ�������������á�������ɰ��������������е�豸����λ���ʡ����������ع���ϵͳ�����֡��������֡��������ӡ����ر���װ�ú��ֵ��߱������������żܹ����������Ȧ�Լ�������ϵ���ˢ��λ���Ƿ���ʣ���λ��̫��̫��Ӧ��ʱ������
����ͬʱ��е������Ӧ�ȶ�������ת��������������Ծ�����������������ռ��������������ϵͳװ���г��ر���װ��ʱ��Ӧ���Ի�е�豸�ڳ��ص�������Ƿ���Զ�������ͣ����ˮ�������豸�Ľ������������ˮ�غͻ�����������������������������ؽṹ�������á����Ѻ�����DZ�ڹ��ϡ���ˮ�߰�ˮƽ����ȱ�ݡ�
����������ˮբ�Ž�ˮ���������У���ˮʱ������ԱӦʹ���ؾ��Ƚ�ˮ���������ؽ�ˮ2Сʱʱ�������������
����������������Ӧ�ⶨ��������һ���������ڵĸ������в������������ֵ���豸���ռ�¼���գ��ж��Ƿ���������Χ�ڡ�
�������������к�Ҫ����Ѳ��Ƶ�ʣ���һ�μ��30���ӣ��ڶ��μ��45���ӣ����û��������֣�ϵͳ����ת������Ѳ�졣
����36������ȷ��������
������������ɱ���ŷ���ˮ�еIJ�������ֹ���ߴ�������ɢ�����������л��ﷴӦ�������°����ʣ���˼�Ҫ��������Ҫ�������ټ�����������Ҫ����Ʒ��Ⱥ��(�ײ⣬�ֿɷ�ӳ����ɱ�������һ�ּ��ָ��)�����Ӧͨ��ʵ����ȷ������ָ�꣬�ٰ���ˮ�����������������Ϊ��
����a���ⶨ��ˮ�еĴ�Ⱥ��
����b������ˮ����Ϊ6��100ml�ı���
����c����ÿ�������м�0.5��0.6��0.7��0.8��0.9��1.0mg�ȣ���ÿ�������ļ���ָ��ֱ�Ϊ5��6��7��8��9��10mg/L��
����d������ˮ����ģ��ʵ�������У���ˮ�ڽӴ�����ͣ��ʱ�䡣
����e���ﵽͣ��ʱ��ֱ�ⶨ��Ⱥ����
����f��ȡ��Ⱥ������������СͶ������
����g������ƽ����ˮ���������
����������(Kg/h)=[Qƽ��(m3/h)*������õļ���ָ��(mg/L)]/1000
����37��������������
����a������ʹ�õ��Ȳ��Ƶ�����λ�ã��ⶨ������ȷ����ƿ�����ȡ�
����b����Ϊ500Kg������ƿ���ȷ���ת�����´�ֱ������ƿ�ij��ȷ�һ������ߣ����ϸ�ʹ���ϳ��ȷ�������“ʹ��”�ơ�
����c����������ܷ������������ר�õ�Ƭ����װ�������ӹܡ�
����d������������ǰ��Ӧ�ȿ�����ѹ�ã�ʹˮ����������������ֹͣ���Ⱥ�,��ѹ��Ӧ��������2-3���Ӻ�,����ֹͣ���С�
����e���������������ܷ�����10%�İ�ˮ���������Ƿ�©�ȣ��ȷ��Ƿ���ȣ�������½ϵͣ��������ܼ��£���Ӧ�ϸ��ֹ�����ܷ���ˮ�ܸ�ʴ�������Ͻ�ʵ��Ҫ��ļ�������ע��
����f�����Ȼ���ʹ�ã��밴����ʹ�õļ��Ȼ�ʹ��˵����д��
����38����ѧҩ���ܽ������
������ѧ�Լ��ܽ�����Ƴ���Ϊ���ܽ���н�ˮ��һ����→ͬʱ��������ѧҩ�����뵽�ܽ����→��ʼ��������ȫ�ܽ�→��ҩ��→������ˮ��Ҫ���ҩҺŨ�ȡ���ѧҩ��������Ũ��Ӧ����ʵ������������е����������еĹ�����Ӧ����ע��Һλ����ϵͳ�Ĺ���״̬�������ܽ���л�ѧҩ��Һλ���Ա�������ÿ�ת����ѧҩ��Ͷ�ӡ�
����39����ѧ����ϵͳ����ǰ���
��������������£���ҩ������й¶�������þ߱�������������ҩ���߷�������״̬�������Ҫ��Ӧ�ؾ߱���������
��������ǰ�����ɺ��ɽ����������������������ij���Ϊ����Ӧ�ؽ�ˮ(��Ϊ��е��Ӧ�أ�Ӧͬʱ��������װ������)������������Ͷ�ӻ�ѧҩ����
������ϸ�������������ɹ�Ӧ�̻���Ŀ��������ʵ��������е����Ͳ��䡣
����40����������÷��������
�����õĿ�����ͣ���ܹ���Ҫ����ơ�ʣ������ͻ����������Ŀ��ƣ���Ҫ���п��Ұ�����DZ����ص���Ϣ�����Զ����ƣ��ڳ���Ͷ��ʹ��ʱ��������������У�˻�����һ������ʱ�������ֶ����Ʋ�����������ɺ���ת���Կس���
��������Ҫ�ֶ�����ʣ������û���������ʱ�����ȼ���������λ���������Ƿ�װ��ȷ�����̼����ɶ������½��ߺ���������ˮբ���Ƿ�ر�(������й涨����)���������Ƿ�������Ȼ���л������л����ֶ�λ�ã���������Դ��ѹ�������¶ȣ�ʪ���Ƿ���������������������û����������ӵ�ѹ��������������������;
���������ص�����������ˮբ���������ն�������Ҫ�����բ�������ȣ����ӵ�ѹ������Ƿ��ں��������ڣ������п��ҿ���ʱ�䲢���п��Һ˶Ը����в���������ת���Կ����У������������з������κβ��������ÿ��������ѿ�����Ӧ����ͣ�����ԭ���ų����Ϻ������¿����������¿��������ڹ���բ���������ȫֹͣ5���Ӻ�ſ������������ظ�������Ȼ���ɹ���Ӧ���豸���ϱ��ޡ�
��������Ҫ�ֶ�ͣ������ʱ��Ӧ֪ͨ�п��Ҽ�����¶ȡ�ʪ���Ƿ��������رճ�ˮբ�ţ����л����������ֶ�λ��,���رյ����
����41��������������
�������������Ƴ���Ϊ���ܽ���н�ˮ��һ����→ͬʱ��������ѧҩ�����뵽�ܽ����→��ʼ��������ȫ�ܽ�→��ҩ��→������ˮ��Ҫ���ҩҺŨ�ȡ�(��ϸ���������ò��������ɹ�Ӧ�̻���Ŀ��������ʵ��������в��䡣)
������������Ͷ����Ӧ������������ʡ������̶ȡ����ຬˮ�������ؽ��е�����Ӧ���ݻ����������ࡢ�����Ĵ�����Ч�ںʹ�����������ȷ����������������Ӧͬʱ��ѭ�ȴ����õ�ԭ��
����42����ʽѹ�˻�����ǰ���
����������������Ͷ��ϵͳ(���������á����������������Һλ����ϵͳ���ܵ�ϵͳ����ҩ��)�߱�������������ʽѹ�˻�(�����˴����˴���ƫװ�á�����װ�á�����ϴϵͳ������Ͷ��װ�á�Ƥ����������������ˮϵͳ��)�߱���������,������ʽѹ�˻���ת������ȷ�����ϡ��������ϱþ߱������������������Զ�����ϵͳ�߱���������
����ȷ�����ϼ�鹤������Ժ�������������ˮϵͳ����������Ϊ�����ݴ�������������ʣ�������ŷ�������������ˮ������������Ͷ�ӡ�������ʽѹ�˻�(��������ϴϵͳ��Ƥ�����ͻ��͵����������䳵��)����������Ͷ��ã��۲���ˮ����������͵���Ͷ������������Ӧ���ڻ�����Ͷ������ֱ����������ﵽ��ˮ�ʱ�����ϸ�������������ɹ�Ӧ�̻���Ŀ��������ʵ��������е����Ͳ��䡣ϵͳͶ�����к�Ӧȷ��������ˮ���ͨ�硣
����43����Ƶ���ĵ��Թ���
��������:��ͨ��ǰ�ļ�飺��Ƶ���ͺŹ���Ƿ�����װ�����Ƿ������⡣�������Ӽ������ɶ����Ӳ���Ƿ�ɿ����룬����������������Ƿ����Ҫ������·�����Ƶ�·�ĵ������������ɶ����ӵ��Ƿ�ɿ������ӵض��ӵ������·���Ӵ��������������Ƿ����Ҫ��ȫ���ⲿ������ӵض��Ӽ���500V��ŷ������������Ӧ��10M���ϡ�����·��Դ��ѹ�Ƿ���Ϲ涨ֵ�������������������ͷ��������������Ҫʱ������ɨ��
�����ڲ��ӵ綯������Ƶ���������ԣ��Ƚ����еIJ������ضϿ�����Ƶ���趨(���ٶ��趨)����λ��������Сֵ����ͨ����·��Դ����(һ���ڲ���ȴ���ȡ����ȿ��Ƶ�·�������·�ȶ�ͬʱͨ��)���Ե�һ�ᣬ������·�����ȡ���ζ��ð�̵�����ָʾ���Ƿ����������Ƶ�����趨�IJ������ɸ���ʵ��Ҫ���Ļ������趨���ݡ�
����������ת��תָ�����תƵ�ʸ���λ�����۲�Ƶ��ָʾ�Ƿ���ȷ����Ƶ����ʾ��������ʽ����Ҫʱ��ҪУ��Ƶ�ʱ���
�����۱�Ƶ�����綯���������У��Ƚ����в������ضϿ�����Ƶ�����õ�λ��������Сֵ����ͨ����Դ����(���ȡ����ȿ��Ƶ�·�������·ͬʱͨ��)������ת��תָ������ڼ������У��۲�綯������ת�����Ƿ���ȷ��һ����תָ���ָ�綯����תΪ��ʱ�뷽��(ָ���)��
�����綯����ת�����ˣ����صߵ�����·������ͨ���������ƶ��ӵĽ��ߣ����ɸı���ת�����Ӵ��趨ֵ���۲�Ƶ�����ߵ����ֵʱ�綯���������������ת�١������ѹ��ͣ�����Ƶ���趨��λ����λ�ã��ٹ۲�������кͼ��������Ƿ�ƽ���ȶ���
�����ܱ�Ƶ�����綯���������У���ͨ����Դ���ء����ݸ���ʵ��Ҫ��������趨������תָ���£���˳ʱ�����Ƶ�ʸ�����λ�����綯��ת����������ͬʱ�۲��е����ת�����Ƿ���ȷ��������Ҫ���Ľ��ߡ�����λ����������ʱ��Ҫ��Ӧ���Ƶ�ʺ�ת�١��ڼ����ڼ䣬Ҫ�۲��е������Ƶ��������
����Ȼ���ٽ���λ����ʱ��(����)�����綯��ת��Ҳ��֮���ͣ�ֱ��ֹͣ��ע�����Ƶ������Ƶ��֮��ʱ���綯��Ӧ��ת�������ָ������Ƶ��(��Ӧ���ת��)ʱ��������תָ��綯��ת�ٴӸ�������ʱ�����٣�ֱ�����ת���ȶ����С�
�������ڼ��ٹ����У��й�������������趨����ʱ����̣�Ӧ���е������ڵ綯����������ʱ���ض���תָ���ź���綯�����趨����ʱ�����ֱ��ֹͣ���ڷ�תָ���£��ظ�c,d��e����ԡ��������У���Щ�趨�������Ըı䣬��Щ�������ı䣬Ӧ���ݲ�ͬ�ͺŵı�Ƶ������˵�����С�
����44����ˮ������������
����������е�豸���ޡ�����DZ��ļ�����У���������豸������ˮ������������ޡ����еļ��������ɶ��ڼ��ޣ�����ά����ά����ɡ�
����45�����ڼ���
������Ϊ��ֹ�豸���ȡ������ӻ���Ӱ�������������л����ʣ�������Ԥ��Ͱ��ŵļƻ�����Ӧ�ļ���Ҫ�������еļ���������ΪԤ�����ޡ�
����46��������
���������豸ʹ���з������ϡ��¹ʺ�����ܡ����Ƚ��͵��涨ˮƽ����ʱ�����еĻָ������������Ϊ�º����������ּ���ʽ�����ڽṹ���豸�������ʵ͡���������Ҫ�ߡ��ܼ�ʱ�ṩ�������д��õ��豸���Լ�ʵ��Ԥ���������õ��豸�����ϼ����ֿɷ�Ϊ�����������:
�����мƻ����ƵĹ��ϼ���(�ճ����ޡ�С����ά��)�����ճ���졢Ѳ�ؼ�顢���ڼ��������ֵĹ���֢�ס����������������ݡ�������ӳ̶ȡ�����������������ͣЪʱ�䡣�������복��������������½��еģ��ȿ�ʹ�豸�õ��ָ����������ֿɱ�֤�����������С�
����ͻ���Թ��Ͻ����������豸����ͻȻ���������������κ�֢�ף�Ϊ�˼�ʱ�ָ�������������еķǼƻ��ԵĽ���������
����47��������
�����ǶԴ���������ȱ�ݻ����Ƶ�����豸������ֲ��ṹ���������ƣ��ڽ������ʱ���ԸĽ����������ɿ��Ժͼ����ԵĴ�ʩ�����뼼������������ǣ�ǰ�����ڸ��ƺ���߾ֲ�����Ŀɿ��Ժͼ����ԣ��Խ����豸���ϣ����ټ���ʱ��ͷ��á���������Ҫ������豸�����ܻ�ı��豸�Ĺ��ܡ�
����48����ˮ���������������DZ�����



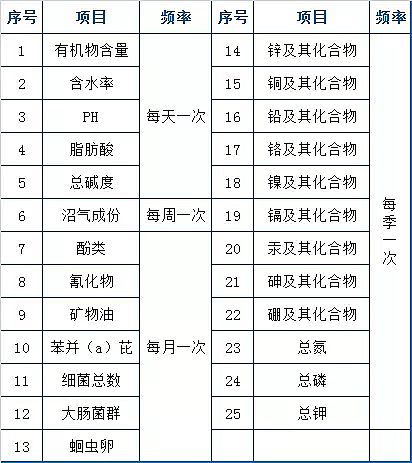
����49�����в����ļ��ָ��
�������в�����������Ҫ��ҵ����ϵ����ʽ���Ż���ָ�����Ƶ�Ρ�������Ӧ�����в������м�������ͨ�������в����ķ���,�ж���ˮ�����������Ƿ�����������ʱ��������ˮ���������Ŀ����ң������Ŀ����Ҷ���ˮ����������������Ҫ�ĵ�����
����������ˮ��������ˮ�����������м�����Ŀ������Ӧ�����ҽ��貿��CJJ60-94ִ�С�����6-1,��6-2���Գ��滯����Ŀ�Ļ������ݣ�Ӧ��ÿ������9:00֮ǰ�����汨�漰���ӱ�����ʽ����������ʱ���ӵĻ�����Ŀ����Ӧ��������ʽ��ʱ�ʱ��������в��Ա������������״�����Կ��ܳ��ֵ���������Ԥ����ʩ��
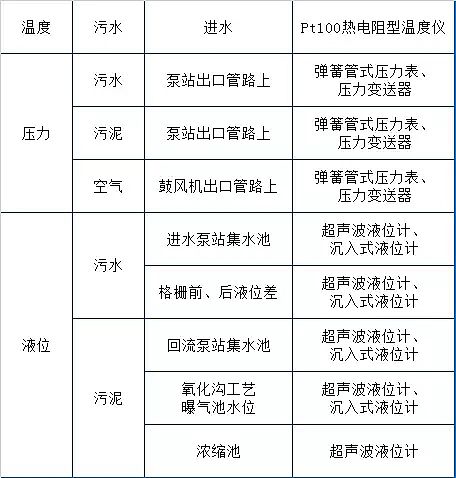
������ˮ

��������
����50����������
������������Ӧ�ɶ���������ɣ������ѡ���ϴ���㡢�ܷ����ú��������ס�������������ȷ����Ʒ�����������������������ʵ���Ⱦ��
������Ʒƿ����Ӳ��(����)����ƿ���ѹ����ϩƿ����ѡ����ƷƿʱӦ����ˮ�����������ܲ��������⣬��ȷ�������������ϴ�ӷ�����
����51����Ʒ�ɼ�
�����ڲ����ص㽫��������(ˮͰ��ƿ��)����Ҫȡ���ķ�ˮ��,ʹע��ˮ����ˮ�����,ȡ�����������ĺ��ʵ���Ʒ�����м��ɡ���ʱҲ��ֱ�ӽ���Ʒ��������ˮ��ȡ����ȡ��ʱ,Ӧע�ⲻ�ܻ���Ư����ˮ���ϵ�����,��ʽ����ǰҪ��ˮ����ϴ����2~3�Ρ�ϴ����ķ�ˮ�������µ��빵����,�������ˮ��������ɼ�����ƷӦ��ʱ���ϱ�ǩ����д�����ֳ���¼������Ϊ�û����ڲ���Ӧ�ɱ�������λ�й���Աǩ�֡�
������Ʒ�ɼ������е�ע������:���������ȶ�����Ⱦ��,�ɽ��ֱ�ɼ�����Ʒ��Ϻ�һ�βⶨ�����ڲ��ȶ�����Ⱦ��,���ڷֱ�����ͷֱ�ⶨ����ƽ��ֵ��ʾ��Ⱦ��Ũ�ȡ���ˮ��ijЩ��ֵķֲ��ܲ�����,���ͺ�������,ijЩ����ڷ����к��ױ仯,���ܽ���������ȡ�
���������ȫ��������ƿ��ȡ��һ�ݷ�ˮ����������Щ��Ŀ�ķ���,�ؽ���������Ľ�������,��������Ŀ��ˮ��Ӧ�����ɼ�,�еĻ�Ӧ���ֳ����̶�,�ֱ���з�����������ɺ�Ӧ��Ҫ����д��Ʒ�ֳ����ݱ�(����¼��,����6-2-1)����Ʒ����Ǽǿ�(����¼��,����6-2-3)��ˮ����ǩҪ������������һ�¡�
����52����Ʒ����
������ˮ�������������������ܷ�
����Ϊ������Ʒ������;�е����Լ������е�������������̼����������Ʒ��ֺʹ�����Ŀ�ĸ��ţ�Ϊ�����ȡ�BOD��DO�Ȳ���Ӱ�죬Ӧʹˮ�������������������ܷⱣ�档�������䶳�������Ʒ���ܳ�������������ˮ����֮�������������ʹ�������ѡ�
������أ�ˮ�����ʱ���¶�Ӧ���ڲ���ʱˮ�����¶ȣ�ˮ���ɼ����������ڱ�����-ˮԡ�У��ð������棬һ����2��5����أ���ز������ó��ڱ��棬�Է�ˮ�ı���ʱ������̡�
�����䶳(-20��)��һ�����ӳ������ڣ�����Ҫ�������ںͶ���ļ�������ʹ��Ʒ���ڽ�ʱ��Ѹ�ٵء����ȵػָ�ԭʼ״̬��ˮ�����ʱ��������ͣ�һ�㶼ѡ������������
�������뱣����(�̶������)��Ͷ��һЩ��ѧ�Լ��ɹ̶�ˮ����ijЩ������֣�������Ӧ���ȼ����ƿ�У���Щ����ڲ�������������ˮ���С�
��������ʹ�õı������и����ᡢ��������Ƽ�������������Ҫ���졣
����������ı��������ܸ��Ŵ���ɷֵIJⶨ����������Ӧ������Ҫ��ʵ�顣
����������ı��������������Ӱ�������ֵij�ʼŨ�ȣ��ڼ�����ʱӦ���Կ��ǣ�����������㹻Ũ�ı�����;����������С�����Ժ�����ϡ��Ӱ�졣
����������ı������п��ܸı�ˮ����ֵĻ�ѧ���������ʣ����ѡ�ñ�����ʱһ��Ҫ���ǵ��Բⶨ��Ŀ��Ӱ�졣�����ữ����������ֺ������ڿ������Ϲ�̬���ܽ⣬�������Ŀ���ܽ�̬���ʣ�������ڹ��˺��ữ���档
�������ڲⶨijЩ��Ŀ���ӵĹ̶�������Ҫ���հ����飬�����Ԫ��ʱ�ͱ���ȷ���̶���������Ĵ���Ԫ�ص�����(����������벻�ɺ��������顢Ǧ������)
��������ע�⣺ijЩ���������ж��к��ģ����Ȼ���(HgCl2)�����ȼ��鼰��ȣ���ʹ�ü�����ʱһ��Ҫ���Ӱ�ȫ������
����53�������Ұ�ȫ
���������ұ����ʹ�����ijЩΣ�����أ���ֻҪ������Ա�ϸ����ز�����̺����ƶȣ�������ʲôʵ�鶼Ҫ�μǰ�ȫ��һ���������־��裬�¹ʾͿ��Ա��⡣���Ԥ����ʩ�ɿ��������¹ʺ����õ����Ϳ�ʹ������С�̶ȡ�ˮ�ʼ��ʵ���Ұ�ȫ֪ʶ��ο�������ˮ�ʼ��������֤�ֲᡷ��������ݣ����������ճ������ҹ�����Ӧ��ѭ���¼��㰲ȫ����
�������Ȼӷ��Ի���ȼ���л��ܼ�ʱ����ֹ�û�����·ֱ�Ӽ��ȣ�������ˮԡ������Ȱ��ϻ�������;��ȼ���������͡��ƾ���ú�͵�����ɷ���ú���ơ���¯��������Դ����;�����������й��û����ȹ����У�����Ҫ��һ��ֵ����������µ�¯����ʱҪ��������;
���������豸���õ���Ӧ��������Ƿ��������𣬵�����еӦ�к��ʵ��;��Դ�ܿ���Ӧ��װ��̵����֣����ص�բʱ����������ʪ�֣���Ӧע��������;�綾ҩƷ�����ƶ����ܡ�ʹ���ƶȣ�Ӧ��ר��˫��˫������;
����ǿ���백ˮ�ֿ����;ϡ������ʱ������ϸ�����Ľ����ᵹ��ˮ�У������ܽ�ˮ����������;����Һ����ȡ�ᡢ����к�����ʱ�������ÿ���������������������ȡ;�������ᡢ��ˮ�������ȱ���������ף������Ҵ��Ͱ�ˮ���ӷ��Լ�ƿʱ����������ʹƿ�ڶ����Լ������ˣ��������ļ�������ʱ���׳�����粻С�ģ������������¹ʡ�
��������Ȳ����к����������������ͨ����ڽ���;�������Ļ�ʱ����������ȫֹͣת������ܿ���;ѹ��������������ƿ�ȱ���ҪԶ���Դ����ͣ���ȵ�;�Ӵ���ˮ��ҩƷ��Ӧע��ϴ�֣��������˿�ʱ���ɽӴ���ˮ��ҩƷ;������Ӧ���������豸�����ɳͰ�����Ȼ�̿�����ȣ���ɳͰ�ڻ�ɳӦ���ָ�����ɽ�ˮ;��������Ӧ���ֿ�����ͨ���������á��������࣬˽����Ʒ�Լ��뻯�����ص���Ʒ���ô���ڻ����ң�ÿ�칤��������Ӧ����ˮ����Ȱ�ȫ��飬�ڶ������°�ǰӦ���з�����ʩ��顣
����54��У���ߵļ���
�������μ��飺���������ߵľ��ܶȡ�������4~6��Ũ�ȵ�λ����õIJ����ź�ֵ���Ƶ�У���ߣ�һ��Ҫ�������ϵ��|r|�R0.9990������Ӧ�ҳ�ԭ����Ծ��������»��Ƴ��ϸ�ļ������ߡ�
�����ؾ���飺������У���ߵľ��ܶȡ������μ���ϸ�Ļ����϶���������Իع�*���ó��ع鷽��y=a+bx��Ȼ�����ýؾ�a��0��t���飬��ȡ95%����ˮƽ���������������Բ���ʱ��a����0���������̼�Ϊy=bx,�����x=y/b�������Է�Χ�ڡ��ɴ������У���ߣ�ֱ�ӽ���Ʒ�����źž��հ�У�����������Ũ�ȡ�
������a���������Բ���ʱ����ʾ����У���ߵûع鷽�̵ļ�����ȷ�Ȳ��ߣ�Ӧ�ҳ�ԭ�����Ծ��������»���У���߲������Լ���ϸ��ټ���ع鷽�̣����ؾ����ϸ��Ͷ��ʹ�á�
�����ع鷽���粻����������ʹ�������ֱ��Ͷ��ʹ�ã��ؽ����ⶨ��������ֵ�൱��ؾ�a��ϵͳ��
����б�ʼ��飺��������������������ȡ�����������������ʵ�������ı仯���仯�ġ�����ȫ��ͬ�ķ��������£������ڲ����е������������µ�б�ʱ仯��Ӧ����һ����������Χ���˷�Χ����������ľ��Ȳ�ͬ���졣���磬һ����ԣ��������շֹ��ȷ�Ҫ����������С��5%;��ԭ�ӷֹ��ȷ���Ҫ����������ֵС��10%�ȵȡ�
����55�������ʶԱȷ���
������ֵ���ݣ���ʵ�������Ƶ���Ʒ�������Ʒ�ȣ�ͨ������ο���ĶԱȣ�������ǵ�Ũ��ֵ��������������
���������궨�����ڲ���ֱ�Ӷ����������������ñ��ο�����������б궨��
�������շ������ڽ�������������ͬʱ�������Ũ�ȵı��ο������ϡ��Һ���з��������ݱ��ο����ʵ��ֵ�뱣ֵ֤�ķ��ϳ̶ȣ��ܹ�ȷ���������������ȷ���Ƿ���Խ��ܡ�
�����������ˣ��Ա��ο�����Ϊδ֪��������ʵ�����ڷ�����Ա�ļ���ˮƽ��ʵ���Ҽ�������������̶ȣ��Ӷ�����������Ա��������ͱ�֤ʵ���Ҽ����ݵĿɱ��ԡ�
����56���¹�Ԥ��
����Ӧ�������¹ʱ�����Ӧ���������¹ʵ��顢���δ������¹�Ԥ��(���̼�����ʩ��������ʩ��������ʩ)���¹ʱ��桢�¹���Ϣ����(��һ����Χ��ͨ������ȡ��ѵ���ž��¹ʷ���)���¹�Ԥ��������IJ�����Ӧ���¹�Ԥ��������ȷ�Ĺ涨(��Ӧ����������ϵ��ʽ��)�����¹ʵ����ɼ��������˺Ͳ��ŵĸ���������ɡ�
����57��������е�豸����
�����¹ʱ����������豸�ͻ�е�豸���������Զ�����װ�ñ����Ͳ�����Ա��Ѳ������з����豸���ϱ����������¹ʱ�����Ӧ���������Ŀ����ұ��棬���Ŀ������ڽӵ��¹ʱ�����Ӧ�������ֽ��д������豸�¹ʱ���������ֹͣ�����豸�����в����������豸ά���������С�
����������Ա�������豸�ֳ����е�����������������豸û�б����豸������ֹͣ���к����������ϡ����ι������̵����в���������ֵ֪ͨ�ฺ���˼�ǿ��غ��ɲ�����Ա�������豸������������
����Ӧ��������������Ա�����豸�����ֳ���Ӧ����������ų����ϣ�������豸���ܡ�����豸����Ӧ��ֵ�ฺ���˹�ͬȷ�Ϻ�֪ͨ������Ա���豸���м��ޡ�
�����¹ʵ��飺�¹�Ӧ��������ϣ�Ӧ�ɼ��������ˡ����ฺ���˺͵��������Ա����¹ʵ����飬���¹�ԭ����е��飬����д�¹ʵ�������¹ʵ������ɺ�Ӧ���Ͷ���ά���ͳ����칫�ҡ�
�������δ������¹�ԭ�������ɺ���������Ӧ�����¹�����¹ʵ�ԭ���������Ա���Σ�������δ������潨�飬�ͳ����칫�ҡ��ɳ������������¹����δ����������ڳ��ڹ�������������
�����¹�Ԥ�����¹�Ԥ��Ӧ�ӹ��̼�����ʩ��������ʩ������ʩ������������У��¹�Ԥ������Ӧ�ɼ��������˸����ܽᲢ�����γ����汨����ɳ�������������ʵʩ��
�����¹ʱ��棺�¹ʱ�������¹ʵ��顢�¹����δ������¹�Ԥ����������������汨�档�¹ʱ����ɶ���ά�������������鵵��
�����¹���Ϣ�����һ����Χ��ͨ������ȡ��ѵ���ž��¹ʷ�����
����58����֪ͨͣ����ô��
�����ڽӵ�֪ͨͣ���15�����ڣ�Ӧ�������е������������ͣ������ת���豸��(�����������е��豸��ţ��Ա�����ָ���������)��
�������豸ֹͣ��ת���ѿ�PC����PLC���ͨѶ���£�Ȼ��֪ͨ�繤������ͣ���źš�
������ͣ���賬����Сʱ���ϣ�Ӧ�ر����е�PLC������Ӧ��UPS��Դ������UPS���ŵ�Ӱ����ʹ��������
���������Ӧ���¶Ը�PLCվ���磬�����ʹCPU��λ������PC����PLC0���ͨѶ����(��ʱPC��Ӧ����Windows 95ƽ̨��)������T800DDE���ͨѶ���������̬ɨ������������������INTOUCH Windows Viewer,�����PLCվ�������ͨѶ����������������������������¿����豸��
����59����������ͣ�����ô��
�������ȼ��PC�����PLCվ���ͨѶ��·�Ƿ�ͨ����PLCվCPU�����Ƿ�������������������ѯ��ͣ��ԭ����Ҫ�ʱ��ָ����磬��ͣ��ʱ����ڰ�Сʱ���ϣ�Ӧ�ֱ�ضϸ�PLCվ��UPS��PC��ͬʱ�˳����ϵͳ�����ܿ�ָ����磬������Ա������ָ�������������“20”�۲��PLCվ�Լ�ͨѶ��·�Ƿ�������
����ͨѶϵͳ��ʾ���������ɽ��������IJ�������
������ͨѶϵͳ������ֲ�������Ӧ�ֱ����������PLCվ���¸�λ��(һ�ַ������жϵ�Դ���Ե�Ƭ�̣��ٺ��ϵ�Դ;��һ�ַ�����ʹ�ð�����������ѹCPU�ϵ�Resetť��ǿ��CPU����װ�س���)��
������һ���������ٻָ����в�����
����Ϊ�˱������������ĸ���ͬʱ���������͵�ǰҪ��繤ͨ��MCC�����ϵ�ת��������������е������������ʹϵͳ��������������ɡ������������ع�����ɹ���ϵͳ�������䱣����
����60����������
�����������չ�������ƾ֤���ա�����ʱ�����ա������������ա������������ա�������ר�ù��ߡ���Ʒͼֽ˵����Ͳ���ά���ֲ�ͼ۸����յȹ�������������Ӧ�Բɹ���ͬΪ���ݣ����չ���Ӧ����زɹ���Ա�Ϳ�������Ա��ͬ������ɡ���ҪʱӦ���뼼��������,�����Ҹ����˺ͼ������˹�ͬ���ա�
�������չ����ij���Ϊ��������→����→���→��¼���̡�
����61�����ʵı���
��������Ҫ�������ʵ��ص㣬��ϵ��صĿ������������Ҫ�Ĵ�ʩ�������ŵĻ������ⶩ�����ķ�����������ʹ�õ��Լ���ҩƷ�͵�ֵ��Ʒ��Ӧ�������Ҵ��沢�ɻ����ҽ��й�����ͬʱ������Ӧ������ֿ������Ա�㱨����������������ʹ���Ҫ��Ϊ��
����(1)�������������Ӧ�����������ʵǼǿ��ϵǼDz�ǩ�����������˿�һ�£�����ȷ��
����(2)����塢��λ�̶������������Ҫ�������ֱ��ţ���־���ԣ����������;���������豸��������ר�����;С������Ҫ����ڷű����������������ʷ���������;��ȼ�ױ����綾ҩƷ��Ҫ˫��˫��ר�ⰴ�涨�ֱ𱣹�;���շϾ�����Ӧ��ɹ��������ϸ�ֿ������ʷ���ԭ�����������ʹ�á�
����(3)�������룺������ɨ��������࣬���ʰڷ��������ۣ���“�������࣬�ĺŶ�λ����������������ڷ�”�Ŀ�ѧ�������й�����
����(4)��������ÿⷿ�ڿ������¶ȡ�ʪ�ȣ��������ʵ������ص�������ص㿪���Ŵ���ʹ�ø����ܿ��ƺ͵������¡�ʪ�ȵ��豸��ʹ���ʱ�����ѻ�����
����(5)��ù�����桢������Ҫ����������Ҫʱʹ��ҩ����ù�䡢ɱ�������
����(6)���÷��𡢷�ˮ�������������°�ʱҪͣ�硢ͣ��ر��Ŵ����ر�Ҫע�������ȼ��Ʒ����ȼ�������Ϸ����ֵķ���������װ�з���������Ӧ����Ƿ�����������
�����ֿ߲����ʵ��̵㣬�����Եļ����̵������ʣ�����������ʶ�ȱ�������ʡ��¾ɡ�ʧЧ�Ĵ��Ҫע����ͬʱ����������Ʋ���ͬʱҪ������ʧ��ԭ������β��ڳ���������ԭ������δ��������ʡ�
����62����ˮ��������ȫ����
����Ӧ��ѭ����ԭ��
����a)��ˮ���������ճ�����ά�������а�ȫ������������᳹“��ȫ��һ��Ԥ��Ϊ��”�ķ��룬Ϊ��������찲ȫ�������Ͷ�������Ϊ�Ͷ����ṩ���Ϲ��ҹ涨�ı�Ҫ���Ͷ�������Ʒ��ʵ�ְ�ȫ������������
����b)��ˮ������Ҫ��ȡһ�п��ܵĴ�ʩ��ȫ���ǿ��ȫ��������ȫ�����Ͱ�ȫ������������ֹ�¹ʵķ�����
����c)��ˮ���������᳹��ִ�б��涨�⣬������ͬʱ�ϸ�ִ�й����йز��ź͵ط����������ƶ���ְҵ��ȫ�����ķ��ɡ����桢�涨�ͱ���
����d)�ڰ�ȫ����������ʵ�������ƣ���ҵ�����������ǰ�ȫ������һ�����ˣ���ȫ������ȫ���쵼���Ρ���������ȫ������һ������Ϊ���ĵİ�ȫ����ίԱ�ᡣ
����e)��ȫ��������������ҵԱ�������������и��Եİ�ȫ����ְ������㡾�ְ�أ���������
����f)ȫ��ְ��������ͬ������ʱ����Ҫ�ι�����“��ȫ��һ��Ԥ��Ϊ��”��˼�룬�ڸ��Ը�λ�ϣ���ȫ������˾��ְ�����������������ð�ȫ�Ͱ�ȫ����������
����g)�½�����ְ���ͳ��ڸ�λ������Ա�����뾭������ȫ�������Ժϸ���ɽ���������λ�����뾭������ѵȡ�ø�λ����֤�飬�ſ��ϸڲ�����
����h)�ϰ�ǰ�����ƣ��ϸ�ǰ���밴��λ�涨�������Ͷ������þߡ�
����i)�����ڼ䣬������ظ�λ��δ���쵼���������Լ��Ĺ��������˴��档
����j)���б���������ձ�����豸�����������ʽ�����������Ա���������Ա���漰������Ա���б��ѵ����ȷ�������İ�ȫ���С�
����k)���л�е�豸��ת�����ֱ���������õķ����ֻ��������������Ա������ӽ���Щ��λ�������ͷ�����·�����ڱ���������ˡ���ѹ�����������Ӧ�Ͻ�����Ա���ڡ�
����l)����ˮ�ص��ߵ���Ҫ���÷������ˣ��ꡢѩ�����������Ҫ�ر�ע���������ˮ�ء�
����m)�豸�ĸ��ֱ���װ�ã�����װ�ñ�����ȫ��ȷ����������Ч�ſ�ʹ�á�
����n)�����������������Ҫ�������࣬��֤��ȫͨ���밲ȫ�ų�ͨ��
����o)���ְ�ȫ��ʩ������˨���������������������������ǡ���������װ�á�������ߡ����ס�������Ʒ��Ҫ�����������ã���������Ų��������Ӧ��������ú�Ҫ��ʱ���䡣
����p)�ڳ����ڸɵ�����ʻ�ĸ��ֻ����������ٲ��ó���ÿСʱ20��������Ÿڡ����������ٲ��ó���ÿСʱ5���
����q)���������ĸ�λְ��Ҫ�ϸ����ؽ��Ӱ��ƶȣ������������ĸ�λְ���°�ʱҪ�жϵ�Դ����Դ����Դ���������ֳ��رպ��Ŵ���ȷ���ֳ���ȫ���뿪��
����r)�����¹�ʱҪ���¹��谸�����������¹��谸δ�ܰ������¹ʣ�Ҫ������Ƶ��¹��谸���������������¹ʵ�Ҫ�������ȣ��������ֳ�����ʱ�����档��δ�����¹ʵ������ͬ��ǰ�����ý����¹������������¹ʣ�����4Сʱ�ڱ��湫˾���ش��¹ʻ������¹ʣ�����Ҫ������ͷ���湫˾�ֹܸ��ܾ�����
����s)�����ιۡ�ѧϰ�����������飬Ӧ����˾ͬ�⣬����������ͬ��ÿλ�����������������ι�֤���볧���زι�֤���ǼDzι۽�����ʱ�䡣������ϵ�����ģ��Ÿ�Ҫ�绰��ϵ�����Ӵ���Աͬ�⣬��ȡ���֤����������깤���ɽӴ���Ա�ڻ��֤��ǩ�ֺ��ػ��֤�����Ÿ���֤���볧��
����t)��ҵ�����ܲ��ţ����磺���������͡����������硢����ý�����������רҵ�����Ա��Ӧ�ɹ�˾�Ͽɷ������֤��ע������רҵ���ɳ������רҵ��Ա�Ӵ����㱨����ͬ��顣
����u)����Ӧͨ����˾���ⷢ��������ϵ����������˾��ֹ������ⲿ�Գ�����ɵIJ���ȫ���ء�
����v)��������ְ����ÿ���������η�Χ�ڵİ�ȫ����ͬʱ�ɸ��˳е������ÿ�˼ȹ������ֹܰ�ȫ����������ϵͳ���ǰ�ȫ����ϵͳ�������е�ȫ����ȫ���Σ��ֹ��˳е�ֱ�����Σ������˳е�����İ�ȫ���Ρ�
����w)ȫ����������������з��ֵİ�ȫ����Ҫ����棬��ȫ��������һ��һ����һʽ���ݣ�һ�ݴ浵,����¼��,����10-1-1�������������ɷֹܵij���������֯ʵʩ�������������Գ������Խ�����ش�������Ҫ����ר�ⱨ�棬��˾�ֹܸ��ܾ������桢Э����˾����ר�ż��ͼ����������ƶ����ļƻ�ʵʩ�����պ�������
����x)С�¹��ɳ������鴦��(���������ˮ����ȫ����ͣ����ֱ�Ӿ�����ʧС��1000Ԫ�������¹ʺ��������2����ʧС��3�յ�ΪС�¹�)�����¹�һ���ϱ���˾������
����y)�¹ʷ��������¹ʴ�С��������Ӧ��֯�й�רҵ��Ա���е�����д���¹ʵǼDZ���(����¼��,����10-1-2)��С�¹��ɳ�����д����ȫ�¹ʵ��鱨���顷(����¼��,����10-1-3)���Ͷ��¹����ƺ������Լ��������˵Ĵ��֡��浵�ͳ�����˾�����¹��ɹ�˾������д����ȫ�¹ʵ��鱨���顷������˾ָ����¹ʽ��д�����
����63��ʹ��PAM�Ĺ����涨
����PAM�����ܷ���;PAMӦ�����Եı�ʾ;���䡢��š���Ͷ�ӹ����У�������Ա�������������Ʒ��
����64��ʹ��Һ�ȵĹ����涨
����Һ��ʹ�ù�����Ӧ�ϸ��������¹涨:
����a��ʹ����������ȡ�ù������Ͷ��������Ȳ�����;
����b��ʹ����Ա���뾭רҵ��ѵ�����Ժϸ�ȡ��������ҵ�ϸ�֤;
����c��ʹ���ֳ�Ӧ���±��䱸��������;

����d��ʹ���ֳ�Ӧ���±��䱸�����þ�;

����e�����ȼ乤��ǰӦǿ��ͨ��5-10����,��ʹ�����ڿ������������������������Ũ��1mg/m3;
����f�������ӿڴ������ӵ���Ӧѡ��ʯ�ް塢ʯ���塢�����ϡ���ʯī��ʯ�����ȣ��Ͻ�ʹ����;
����g��ʹ�ø�ƿ������м�������֤������Ч����;
����h��ʹ�ø�ƿ�������г��غ�������װ��ĤƬѹ���������ڷ���װ��;
����i���Ͻ������ࡢ��ɴ����ȼ�������������Ӧ����Ʒ������ƿ����;
����j��Ӧ���þ����˻�������ͭ�����Ӹ�ƿ���ϸֹ�Ӧ����ѹ����ϸ�ʹ����
�����������ܵ����������ø�˿��ͨ������ˮ��ϴ;
����k��Ӧ��ר�ø�ƿ�������֣�����ƿ��Ҫ�����������ر�ʱ����������ͻ�ǿ���رգ������ô����û����ÿ�ˮ��;
����l����ҵ��������������ر�ƿ��������ʱ����ͣ�磬�����ر�ƿ�������ˮ;
����m����ƿ��ֹ¶���ţ��������չ���ɹ�����ÿ�����Դ��Ӧ������ר�ÿⷿ��;
����n����ƿ����ƿ������ƣ��ֿ����ã���ֹ���;
����o����ƿ����ڲ��ó���������;
����p.500Kg��1000Kg�ĸ�ƿ��Ӧ�����Էţ�����ͨ��������ʱ���������ƿñ������Ȧ���Ͻ�ײ��;
����q��Ӧ��ʱ�ų�й©���豸����������й©ʱ��Ӧ������������Ա�������ж��ߣ������Ȼ���Ա���������Ч������ߣ�Ӧ����ǿ��ͨ���������װ�ã�����������ȾŨ��;
����r��Ӧ���ڼ�������Ʒ�����ڸ�����
����65���з�ԭ��
����������Ʒ���з�Ӧ��ѭ����ԭ�����Ϲ��ұ���רҵ��;δ�ﵽ�ϼ��Ͷ����������������йر�������涨�Ĺ���ָ�ꡣ��ʹ�û����������������Чʹ���ڣ�������δ�ﵽԭ�涨����Ч�����������ָ�ꡣ
����66���зϳ���
����������Ʒ���зϳ���Ϊ����ҵ�ڵİ�ȫ��������ÿ�궨�ڻ��ڶ���ҵ�ڵ��Ͷ�������Ʒ���г�����飬��Ҫ����������������Ȩ���Ͷ�������Ʒ����վ���顣�����зϴ����������зϺ���Ͷ�������Ʒ����ֹ��Ϊ�Ͷ�������Ʒʹ�á�
����67������(����)��ȫְ��
����a)����ҵ�İ�ȫ��������ȫ�渺��Ҫ�ι�����“��ȫ��һ”��˼�롣
����b)�ϸ�ִ�й��Һ��ϼ��йذ�ȫ�����ķ��롢���ߡ����ɡ����桢�涨�ͱ��������ܰ�ȫ��������ѵ�����ˡ�
����c)��������ʵȫԱ��ȫ���������ơ�
����d)������ȫ��ȫ����ר�Ź�����������ʵרְ��ȫ����������Ա��������ȡ��ȫ�����㱨��������ȫ��������Ҫ���͡�
����e)�����ٿ���ȫ����ίԱ����飬�о������ȫ�����е��ش����⡣�Ա���λ����������ش��¹�������Ҫ��ʱ���ϼ��йز���������档
����f)��ȫ�����滮����ȼƻ���ȷ����ȫ����Ŀ�ꡣǩ����ȫ�����ƶȡ���ȫ������̡���λ�����������ش�ȫ������ʩ��Ŀ����ʵ��֤��ȫ�������ʽ�Ͷ�룬���ϸ�����ҵ��ְҵ��ȫ����״�����Ͷ��ߵ���ҵ������
����g)��ְ�ȫ����“��ͬʱ”ԭ���ڼƻ������á���顢�ܽᡢ����������ʱ��ͬʱ�ƻ������á���顢�ܽᡢ���Ȱ�ȫ������
����h)��ҵ��ʵ�еĸ����а����Լ����ⵥλ�ĸ���а���ͬ�У��������а�ȫ����ְ�𡢰�ȫ����Ҫ��Ͱ�ȫ����ָ�����������濼����ʵ��
����i)�����ش��¹ʱ��밴�йع涨�����ϱ����¹ʴ���Ҫ���“�IJ��Ź�”ԭ��(�¹�ԭ��û�в��岻�Ź����¹�������û�����ദ�����Ź������ְ��û���ܵ��������Ź���������ʩû����ʵ���Ź�)��
����j)������(������)�ڳ���(����)ָ���Ĺ�����Χ�ڶ�ȫ��������
����k)��鲢����ͬ����ְ��������λ��ְ�İ�ȫ������������ʵ�����
����l)����(����)����ʱ���ɴ��������г���(����)�İ�ȫ����ְ��
����m)ÿ����ְ��������ᱨ�氲ȫ��������ҵ�������������
����68�����˰�ȫְ��
����a)�μӰ�ȫ���ѧϰ��ȫ����֪ʶ���ϸ����ظ�������ƶȡ�
����b)����ִ�н��Ӱ��ƶȣ��Ӱ�ǰ���������鱾��λ���豸�Ͱ�ȫ��ʩ�����������Ƿ���ȫ��á�
����c)���ؼ��ɣ����IJ������ϸ�ִ�й��չ�̡���ȫ������̺Ͳ���������¼��������ʵ�����࣬��������ҵ������ࡣ
����d)��ʱѲ�ؼ�飬ȷ�������жϺʹ������������е��쳣�����
����e)����ά�������豸�������쳣Ӧ���ƴ�������ʱ�ϱ������������ü�¼��
����f)��ȷʹ�á����Ʊ��ܸ����Ͷ�������Ʒ�����ߺͷ������������ġ�
����g)��Υ����ҵ����Ȱ�����ֹ����Υ����ҵ;��Υ��ָ����Ȩ�ܾ�ִ�У�����ʱ���쵼���档
����69�����չܵ�ϵͳ
����������ˮ�ܵ�����ˮ�ܵ�������ܵ���ѹ�������ܵ��ͻ�ѧҩ��Ͷ�ӹܵ�������ܵ�ϵͳ�ϵĿ���բ�źͷ��ŵȡ�
����70�����չܵ�ϵͳ���ճ�Ѳ��
�������ݰ�������·�Ƿ���й©����;բ�źͷ����Ƿ���Ч���ر��ǵ綯բ���Ƿ��ܳ�ʧ��;��·֧�ż��̶����;��·ϵͳ�����Ƿ�����;�����ܵ�Ӧ���Ǽ���ٻ������
����71�����չܵ�ϵͳ���ճ�ά������������
����a)��·��֧�ź̶�ϵͳ�ճ����;
����b)��·��֧�ź̶�ϵͳ�Ľ���;
����c)��;
����d)��·��֧�ź̶�ϵͳ�ķ���;
����e)���б�Ҫ������ˮ��ˮ�ܵ������迣��
�������չܵ�ϵͳ�ļ�������
�������ݲ�ͬ��·ϵͳ�Թܵ���֧�š�բ�źͷ��ŵȰ��ƻ���ʵ��������м�������ȹ�����
����72����ˮ����ˮ�ռ�ϵͳ
������ˮϵͳ��ָ��ˮ��������Χ����ˮ�ռ�ϵͳ��������ˮ������ˮ�ռ�����;��ˮϵͳ��ָ��ˮ��������Χ����ˮ�ռ�ϵͳ��
������ˮ����ˮ�ռ�ϵͳ�ճ�Ѳ�칤���������ռ������ٻ����;��ˮ�ռ�������ˮ�ռ������Ǻ;�����������;�ܵ���ʴ�����
������ˮ����ˮ�ռ�ϵͳ�ճ�ά��������������������;��ˮ�ռ�������ˮ��龮���ǵĸ�����
����73��������������
����Ӧ��ѭ���ٹ��������IJ�������ֺ������ù���������������������������ԭ��
������ˮ�����������������������������������O�жѷ�(������)���͵��ػ����������ռ�����;������ˮ�ܵ�����������������Ӧ����������ˮ��վ��ˮ��;��������Ҫ��ֹ������Ĺ����жԻ��������Ⱦ��
���������벦��15838253283����ͬ�ţ������������ѯ�� ����ʯӢɰ��������������������http://www.lvliaochangjia.com/