


��������Դˮ�������ϳ�
��ϵ�ˣ��ᆳ��
�ֻ���15838253283����ͬ�ţ�
�绰��0371-66557686
���䣺1813885391@qq.com
��ַ������ʡ�����й�ҵ��
����28%�����ۺ��Ȼ���PAC��������������ˮ��
����Դͷ28%�����ۺ��Ȼ���PAC�������Բ�������������������һ�廯�������м��̣�28%�����ۺ��Ȼ���PAC�ļҺ���������Դˮ����ҩ��������ֱ��28%�����ۺ��Ȼ���PAC����Ͳ�ۺ��Ȼ���PAC��26%�����ۺ��Ȼ���PAC��2018������28%�����ۺ��Ȼ���PAC�۸���28%�����ۺ��Ȼ���PAC����Ǯһ����ѯ����15838253283(��ͬ��)�����������ѯ!
����һ���ѵ����
����2015��10�£������Ѿõ��������ˮ��������ˮ�ŷ��µر�䲼ʵʩ�����нϱ����ر����TN��Ҫ���Ϊ�ϸ���˴�Χ��Ҫ���ڹ�������������Ϊ��Ҫ��ˮ�ʷdz��ӽ��ڵر�ˮ����ˮ�ʣ���˹߳�������ˮ�塣
�����Ҳ�ȥ�����������Ƿ��������Ϊ���۱��������Ǽ������⡣��ô�����Ǹ㼼�����˾�Ҫ���������ˣ��µر����ˣ��������Ӧ��?��������ӳɱ�?����ʵ!���ó�����������?������!������ƣ���˵����ɻ�?������!��ʵ˵���ף������µر�����Ҫ����ľ�����εͳɱ���ȥʵ�֣�Ҳ�������dz�˵�ļ������ÿ����ԡ�
��������˵��ֱ�����⣬������˵����ѵ㡣����“ˮʮ��”���»������İ䲼��ˮ�ʳ��갴�ռƷ���������ʷ�����ϣ���ӭ���µر��ʵʩ��ν��ѩ�ϼ�˪���ܶ���ˮ����������Ӫ�����������С������ʳ�Ѱ�����ˮ�����������ٽ�ˮˮ��ˮ����䣬���ձ�Ҫ��ﵽ365��������ʵΪ���ס��µر��ԭ�б��Լ��ر�ˮ����Ҫˮ��ָ��Ա����±���

����1��COD
������ѧ����������ˮ�вд��COD��Ϊ�ѽ���ɷݣ���Ҫ��Դ���������漴�����л���ԭˮ�ѽ���ɷݣ�ʵ�����������л���ﹱ��ֵ����10mg/L����һ���ںܶ�����������ˮ���������Եõ���֤������ˮ�����õ�����£��������������Լ�������ҩ���������˴�����COD�����ܹ�����10mg/L���ҡ���ôCOD������ͼ��ˣ���Ҫ��Ӧ����ˮ�е��ѽ���ɷݣ�����Щ�ɷݶ���Դ�ڹ�ҵ��ˮ����Ȼ������ˮ��������Դͷ������������ģ���ˮ��֮��Ҫ��֮���ѽ���COD��ν�����������ע������ƪ�������»طֽ�@!
����2��BOD
���������Ÿ����е��˲��ᵣ��BOD����Ϊ�����������ó�����BOD��BOD�����Ǵ�����еı�����BOD����Ǯ!�ǵģ�Ӧ��˵BOD�Ĵ�겻�����⡣���ǣ�Ϊ��TN�Ĵ�꣬�ܶ������ϲ������������������ĩ�˷�������ʩ��������ҪͶ�Ӵ���̼Դ��Ҳ����ĩ��ͶBOD�������������ˣ���ˮBOD�Ĵ�겻��ȡ���ڶ��������ε��������ӣ�����Ҫȡ����ĩ�˷������ε�Ͷ�����ܷ�����������������Ϊ��!��ñ���ɴ����ϸɳ������Զ�赲����ɳ�ӵĴ��������Լ��ڸ��Լ����ð���ʯ�����DZ���Ҫ���������!
����3������
��������ȷʵ�������⣬ˮ����10�����Ͼ���ѹ����������Ϊ�������ѵ���?
����4��������&����
��������������ͬʱȥ�������������˴˶�λ��Ϊ1�����⡣���о����������ͨ������������ʩ�Դ�����λȥ��Ч�����ѣ�������ﵽ5mg/L���£����״ﵽ0.2mg/Lѹ������������ȷʵ�Ǹ߳ɱ���ʵ��������Ӧ���ʶ���ǿ���������ζ�������ȥ���ʡ�����˵���������ǵͳɱ���ѧ���ķ��������ڳ���ҩ�����û������ܹ������ڿɽ��ܵķ�Χ�����µر���������Ĵ���Դ����ǣ����ǻ�����Դ��ĩ�˷��������գ��練�����˳أ��������˳�Ϊ�������Ĥ��Ҫѡ�ô�ֱ�����ϣ��������˷������˳ع��˿�϶������������ñ�������ˮ���˳�����������ˣ�������Ҳ��������⣬��Ҳ�DZ���Ҫ���������!
����5���ܵ�
��������˵���ܵ��ˣ����ƶ�����Ȼ��ֿ��ǵ����ܵ����Ŀ����ԡ���������������Ψһ��������ܵ���Ϊʲô��1.5mg/L�ſ���10mg/L��������������ر�ʵ���ܵ�Ҫ��15mg/L�����ƶ���Ϊ��Ψ�����ܵ��ſ�Ҫ��?��Ȼ����Ϊ�ܵ����ѣ�ȷʵ���ѣ��������ס�ǰ����˵��ĩ�˷���������������ϧ����BOD��������ָ�������ܵ�Ҳ����ƴ��!�ܵ��Ĵ�꣬�����ܵ��ĵͳɱ�����Ƿ����?�������ķֽ�@!
����������״����
������������һ������——û����Ե�ʵİ���Ҳû����Ե�ʵĺ�!��л��������@!������AAO���ա��༶AO���ա��������˳ع��յȱ��ް�Ҳ�ޣ����������˼������������������ӻ�ӭ��ͬ������ɹ�עֱ�����ԡ�
��������������⣬��������Ĥ�����ڵĻ������෨�����й������Ϳ���ǧ����ʵ��ֻ���������ͣ���������ȱ���������������Ǵ��ڷ���̬����״̬�����Բ��DOֵ��DO��������Ǻ�������ΪDO�������Ƿ��������������Ķ�̬ƽ���ʣ����������;ȱ����û�л���ٴ��ڷ����������ڻ���̬����״̬;�������Ǽ�û�з���̬��Ҳû�л���̬����״̬���������������ORP(������ԭ��λ)Ӧ�ﵽ-400mV���¡���һ��ֵΪ����ֵ�����ҷ������ڴ˷�Χ���������Ч�����ѡ����Ǻ�����ȱ����������ʱ��Ϳռ��ϵ�������ϲ��������и��������ѵ��������磺������ϵ�С�SBRϵ�С�MBRϵ�С�AAOϵ�С��༶AOϵ�С�SND(ͬ������������)�����ȵȡ�ʵ����䲻�����ڣ���Ȼ�ܵ����������ף�����͵��������ѵ�����AAO���༶AO��SND���������˳����µر�Ҫ���´��ڵ�����������ۡ�
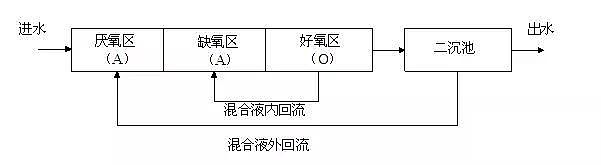
����ͼ2-1 AAO��������
����AAOͨ��������ĩ������Һ�Ļ�����ȱ����ʵ�������ѵ����ù��յ��ܵ�ȥ�����������������Ӱ�죬��������r(������/��ˮ��)Ϊ300%���������R(�������/��ˮ��)Ϊ100%ʱ�ܵ��������ȥ����Ϊ�� E0=(R+r)/(R+r+1)=80%����ʵ�����ڻ���ͬʱ��������������������Խ����������ҲԽ��ʵ�ʹ��������������ﵽ����ȥ���ʵģ�ʵ���������ܵ�ȥ����һ��ֻ�ܴﵽ40-60%��
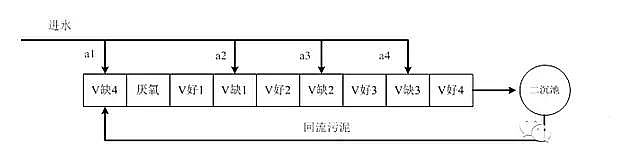
����ͼ2-2 �༶AO��������
�����༶AO���ս���ˮ�η�Ϊ���ɸ���ÿһ�ν�ˮ�е�̼Դ�������ǰһ����̬���ķ����������Ķν�ˮΪ��������ƽ��ÿ�ν�ˮ25%��Ϊ�����ܵ������ʣ����Ķο��ʵ�������ˮ��������Ϊ�˱�֤��ǰһ����̬�����г�ַ�������Ҳ���˹��٣������ˮ20%����20%ˮ�е�TN������û�з������ζ���������ܵ������Σ����ĩ����ˮ����ζ���ⲿ��TN�ķ��������������ˮ������10%�ֻ���ɶ�ǰһ�η������IJ����ף�ʵ���������ܵ�ȥ����һ��ֻ�ܴﵽ70-80% ��
����SND�Ӽ����������˵��ΰ��ķ��֣������乤�տ���Ҫ��dz��ϸ���ʵ�ʹ���Ӧ����Ҳ�ʹ���ۿۡ���SND�����ֵĺ�������������ȴ�dz�ֵ�������о��������ش�ͻ�ƣ��ڴ���һ���ʣ������������@!
�����������˳ع��յ������ڵ�1ƪ������˵�������ﲻ������
�������ˣ��б�Ҫ�����������̼Դ�����ʺ��ܵ������ʡ�
����̼Դ�����ʣ������ѵ����漰������Ҫ�ɱ��ǹķ��ĺ�̼Դҩ�ijɱ���������Ϊ����DOֱ������rbCOD(����COD)��������������ֳɱ���ͬʱ���ӡ���ô�������ѵ����յļ��»�Ŀ��Ӧ������ȫû��rbCODֱ����������Ӧ�����е�rbCOD�����ڷ����������������ѵ����յ�����Ҳ��ͨ�����Ŀ��IJ����������̼Դ�������ʾ���rbCOD���ڷ������ı��������̼Դ�������ǹ���ѡ�ͺ����й�������������£�Ӧ˫��Ŭ����˫�����¡�������Ϊ���µر�Ҫ���£����������������豸�Ĵַ��Ϳ���������ģ������������������ڶಢ������Բ����ڴ˱����µ���������ȷ���Ƶ�ʵ���������ģ�����Ƶ��ֶΡ�ģ�����ƾ���˵������������ƪ������
�����ܵ������ʣ�ͨ����˵�ܵ���������ָ������̼Դ������������£���������ȥ�����ܵ����ܵ������ʵĴ��������г��ö����ѵ����յ�ͨ������Ҳ�Ƿ������˳����е�����ԭ��
��������������֮�ܵ�
����������һ���ˣ�ȥ��10mg/L�ܵ�Ͷ��̼Դ(����˳�����˵һ��̼Դ��������ָ���������!�κ���ʽ��̼ԴBOD/TN��BOD/TP��Ӧ��Զ���ڽ�ˮ�е��������ֵ�������ѽ���ɷݲ���̫�ߣ�����BOD��COD��ֵ�ٸ�Ҳ����Ȼ!)��BOD��������30mg/L�����ձ�ʹ�õ�������Ϊ����BOD��Ч����Ϊ40%����2700Ԫ/�ּ����ˮ�ɱ�Ϊ0.2Ԫ������10���/���ģ����ˮ��һ��ɱ�����2��Ԫ��һ���߰�����Ԫ!�Ҽ�����Ӫ��λ���Ǻ��ˣ�����غ��˶��ᱻ�����ģ�����Ȱ��������߱���Ϊ潵��¾Ͳ�Ҫ���ˡ���Ȼ����Ӵ�̼Դȱ���κͺ����ζ���ijЩȱ��ռ�صĸ�����ĿҲ�������ѣ���Ҳ�Ƿ���ʽ����-������������֮һ��
��������������⣬�ڵ�2ƪ��״�������Ѿ��ᵽ�����������յ��ѵ�Ч�ʼ���Ϊ80%�����ڽ�ˮ�ܵ�����50mg/L����ˮ���ﵽ������ˮ��ر������!�ͳɱ��Ľ���ܵ��Ӹ���ǶȽ����������棺һҪ�����ն��ܵ��ķ�����;��Ҫ�����ˮ��̼Դ�������ʡ���ղ���˵�ķ���ʽ����-���������������˵�һ�㣬�ܵ������ʵ��ˣ����ǵڶ���û��������Ҳ������ˮ���в���̼Դ���˷ѵ�ͬʱĩ����ҪͶ��̼Դ����������֢�����ڡ�
�����ðɣ��ɻ�����!��������������Ȼ����������������SND(ͬ������������)�ļ����о����ѱ����֣�����������ϵĺ���������ֻ�ǵ���������ʵ�ֵģ���ʵ����ѧ��������Ϊ���ַ�����ֻ�Ƿ����ھ������ڲ���������������żȻ�Ļ�Ե��������﹤�̵IJݸ������ĵ�������������˲���רҵ�Ľ�ϵĻ�����ˣ�ԭ��������ַ�����˼���˵���и���@!ͨ���Ժ������������ֵ������о������ָþ�����һ�������̼��»����ȼ��ٷ�ֳ���ʣ����ܹ���ɺ�����������øϵͳҪ�ں�����ȱ������Ļ����²�����ȫ�γ�!��ô�����������������ֵ���Ⱥ�ܶ��������֮����������������ˣ���DO�ﵽ2mg/L���ҵĺ����ξ�Ȼ�������ȶ���ǿ�ҵķ�������������̼Դ����������������ͨ�ĺ���������������Ϸ����Ϊ������ҵķ�������!
��������˵˵��һ������ʵ�ַ�ʽ��������������Դ��SND����SND���б��ʵ���������ʵ����Ҫȱ�������������Ľ��棬�����Ƕ༶AO���գ�������ʽ���Ǵ������εĶ༶AO���������Ϊ�����༶AO���գ�����ͼ���£�

����ͼ3-1 �����༶AO��������ʾ��ͼ
�������У������ξ���ѡ�������������HRTС��1Сʱ����˸����Ѷȷdz��͡���ʵ��Ӧ����ͨ�����ֵ�һ����Ͷ�źͳ�������ǿ��������ʹ��������ϵͳ�г��ڱ������Ƶ�λ������ʵ�ֳ����ȶ��ĺ������������ù���ͬʱ����ԭ��ȱ�����������ѵ����������Ϻ�����������ǿ���ѵ�������Ƚ�����̼Դ���˷�Ҳ�������̼Դ�����ʣ�ͬʱ����Ƚ������ܵ��ķ����ʣ����ҳ�֮Ϊ�����ѵ������е��������¹��գ����и��Ź�����ʱ����@!
�����������ij12���/��Ķ༶AO�����н��������������ã�ͬʱ���ڽ�ˮˮ����ȫ��ͬ���������ͬһ��������ͨ�༶AO���ս���ͬ���Աȣ���2013��11����2014��8�������ڼ�9���µ������������£�
������ͼ2����ˮCODƽ��ֵ283mg/L��BOD5ƽ��ֵ146mg/L��B/Cƽ��0.52��
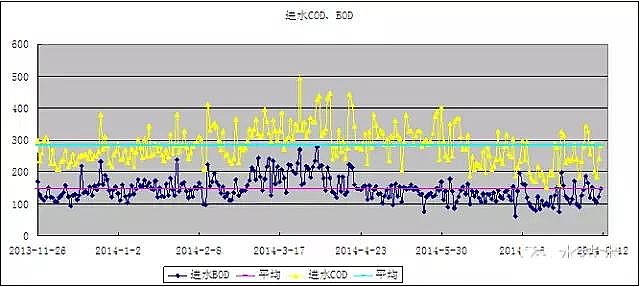
����ͼ3-2��ˮCOD��BOD���
������ͼ3����ˮTNƽ��49mg/L����ˮBOD/TNƽ��2.99����ˮCOD/TNƽ��5.78
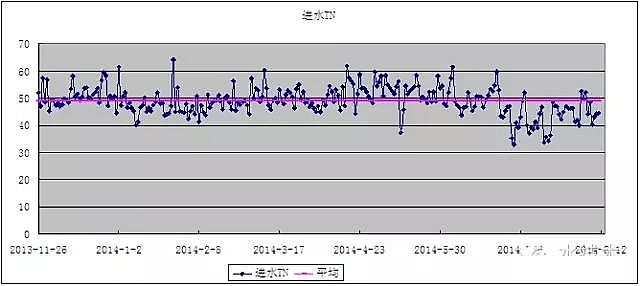
����ͼ3-3��ˮTN���
������ͼ4�������༶AO���ճ�ˮTNƽ��6.2mg/L;ͬ��ˮ�ʶԱ���ͨ�༶AO���ճ�ˮTNƽ��16.4mg/L��
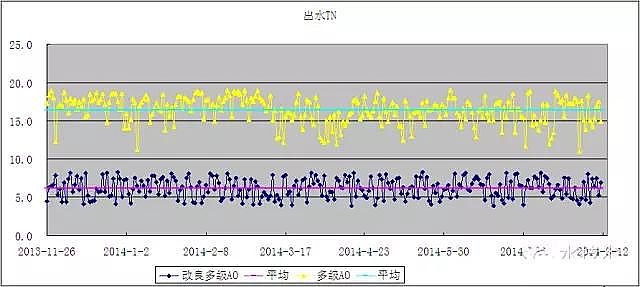
����ͼ3-4 ��ˮTN���
�����ɼ�ͬ��̼���������£������༶AO�����������ƣ�
����1�����е�ĸ��ͣ�������ڸ������̬�������˷�������ʹ�û���̬��������IJ���COD���������Ӷ���Լ����������
����2�������༶AO����ͨ�༶AO���Զ��ѳ�10mg/L��TN���൱�ڽ�Լ30mg/LBOD������̼Դ���������Ƽ��ۺϽ�Լ̼Դ�ɱ�0.2Ԫ/�֡�
����3�������༶AO��ʹTN�ȶ��ﵽ10mg/L���£�����ͨ�༶AO����ͻ��ƿ��������һ��Ƚ�Լ���гɱ���Ϊ��Ҫ��
����4����ʹ�ڲ��ò����÷���ʽ����-����������ʱ�������༶AO�Կ��Լ��ᴿ̼Դ�������ε�ѹ�����Ӷ����͵�ĺ�̼Դҩ�ġ�
�����������ü������������ר����ͬʱ�������̼Դ�����ʲ�������ȫ����Ҫ���̼Դ������ˮ��̼����ʵ��̫��ʱ���̼ԴҲ�DZ�Ҫ�ģ���ͬ��������Ͷ�����ǿ��Խ��͵�!
������˵������ð����õĹ�����ƻ���Ҫ�õ����й������ܷ��ӳ�������Ч�ܣ���ͬ�����й����߱�Ȼ�в�ͬ�Ĺ���ˮƽ���ܹ����ϼ������Ƚ�����ˮƽ���ռ�Ӧ�õ��ֶξ��ǹ�ҵ�����ˡ���ƪԤ�桶������ˮ���µļ����Բߵ�4ƪ——������֮�������ܻ���!
�����ġ�������֮�������ܻ�
������ˮ����ˮ�������������������н�ˮ�õ�̨����һ��֮�ڻ��кܴ�ı仯������ˮ�������仯ʱ��ˮ��Ҳ��֮�仯�����⣬��ˮˮ������ҹ��࣬�����ա���Ϣ�ղ�࣬�Լ�����͵�������Ӱ��Ҳ����ʱ�仯�ġ�������Щ�仯�Ľ�ˮ���������»��������ռƷ��ͳ�������̵��������£���ˮ������������ѹ����ǰ�������������չ���ʦÿ���ϰ�ʱ��Թ��ղ������˹������Ѿ�������������������ˮ���ȶ���������
��������һ����ˮ��������һ���dz�����Ĺ��չ���ʦ�����ϰ�ʱ��������й��յ���������ˮƽ����ֻҪ���˾���Ҫ��Ϣ����������24Сʱ����ϵ�����������2���������������Ĺ��չ���ʦ�ְ൹������Ȼ��̫��ʵ����ˮ���������Ĺ��ʺ������Щ����Ĺ��չ���ʦҲû����ô�������������Ц@!
������ô�������ˣ���������Դ������������ʵ����ˮ���������ȶ�����?�𰸾����������ܻ�����ν�������ܻ����ǽ����չ���ʦ�Թ��յĵ������Ա��ﵽ�����ϣ��õ��Դ�����ȥִ�й��յ���ָ�����һ˼·ָ���£��������ܻ��߹����ɾ�ȷ���Ƶ�ģ�����Ƶ����̣���˵��ȷ�����Ƿ��ϳ���˼ά�ģ���Ҷ����Ͻ�һЩ����ȷһЩ�پ�ȷһЩ������ˮ���ص���Dz���ȷ��ÿʱÿ�̶��ڱ仯����С�ķ��棬����ijλͬ־ijһ���ϻ��˻��ߺö����Զ��ˣ������Ǽ��ŷŵ�COD���ܾͻ��һЩ�����������ˮ��������Ȼ����Ԥ��ģ��ٱ���������ҵ��Ъ���ŷ���ˮ�ˣ����ֳ��Ҳ�Ǻ���Ԥ�ϵġ���ˮ�ĸ����Ծ����˾�ȷ���Ƶ�Ŀ��ʵ�ʺ���ʵ�֣�ʵ��Ӧ����Ҳӡ֤����һ�㣬�ܶ�������ѧģ�ͺʹ��������DZ�����ľ�ȷ����ϵͳ��ʵ��Ӧ���ж������������ȶ����е����ξ��棬�����DZ�����ʺ�ȷ�ȵ������Լ��ߣ�������ˮ�仯�ķ�Ӧ���ܲ��ʵ�����չ���ʦ�ڵ�������ʱҲ��û�н���̫�ྫȷ���㣬�˵�˼άģʽʵ������һ�ִ�ַ���ģʽ����˵���Ƕ���ij�����տ������˻�Ƚ�����������ֵ��ƫ���˻�ƫ���˵��жϣ�������Ӧ���Ƕ���������˵���ģ���������жϾ��ˣ���˵ۏˮ��������ƫ�������µ�һ�㿴���£����ˣ������ģ�����ƣ��Ѹ��ӵĶ�������תΪ���Ķ����жϣ�Ȼ���ٽ��в��ϵ��ظ��Ե�����ʹ�õ���ֵ���ϵ���������俿�������ձ�ʵ������Եľ�ȷ��ֻҪ������Ծ�ȷ�ܹ���ˮ�ʿ�����һ���ķ�Χ����Ҳ���㹻�ˡ�
����˵����ô��ϻ�������¡���Ƴ�——���չ���������(PMRϵͳ)������ԭ���ǻ��ڿ��ƹ��������ģ���������ۣ����ڶ��Ļ�ⲻ�Ŀ���Ŀ��ܿ�ֱ�Ӽ���Ŀ��ֵ������ѡ�������ߵ������Ӷ�Ŀ��ֵ����ģ�����ƣ�ͨ������ѡ���Բɼ���ģ������������ģ���������Ե�����ʹ�ÿ���ֵ�����Զ������ں������䡣���ֿ��Ʒ�ʽ�����������ʱ���õ�ģ������������ͬ�����Ҳ�ɳ�Ϊ���չ���“������”����������������ֻ��Թ��չؼ��㣬����������ֵ�ء�
����PMRϵͳ�ѷ�չ�����������������ܿ���ϵͳ�������������ܿ���ϵͳ����ˮ�����ܿ���ϵͳ��������������ܿ���ϵͳ����ҩ�����ܿ���ϵͳ�����������ܿ���ϵͳ�������ֿ���ϵͳ�����ֳ��������м������û�ֱ����þ��ɣ�Ҳ���Բ������÷��ӵ�����ع��ܣ�ͬʱ֧���ƶ˹�����WEB������Զ�̵��ع��ܣ�ʵ�ֻ�����+���ܹ�����
����PMRϵͳ����ˮ�����������Կ�ϵͳ������λ������ͼ��
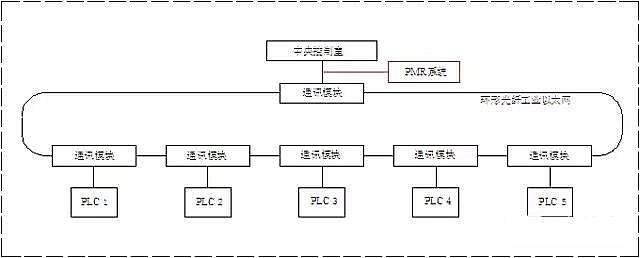
����������̫��ͨѶ�����弴�ã����Էdz������������л��½���ˮ������Ӧ�á���ʵ��Ӧ�õĹ����У�����20���/���ģ����ˮ���������ﵽһ��A��ʱÿ���Լ���гɱ���900����Ԫ��ͬʱ�ȶ��Ĺ��ղ���Ҳ��Ч�Ĵٽ��˸���ˮ��ָ����ȶ���꣬ʵ�ִ������ܽ��ĵ�˫Ӯ������ģ�����ƽ��е��Ƕ����жϣ���һ��ʹ��ϵͳ���DZ���ȷ�Ժ�����ʵ�Ҫ�����Ƚ����ˣ�������������Ƶ�Ҫ�������ˮ�������ʱ�������������֮���С���㹻�ˣ������������Ƿ�dz�ȷ������Ҫ�ϸ�Ҫ���Ͷ��DZ�������������ֱ�Ӻô�����ϵͳ�������ȶ��Դ������ǿ��ͬʱҲ���DZ�ά���ṩ�˱�������ʵ��Ӧ���г��ֹ��DZ������ʴﵽ50%�����PMRϵͳ�Կ����ȶ����У����dz��澫ȷ����ϵͳ�����ġ�
����PMRϵͳ��WEB�������ƶ˹������ܿ���ʹ������ͨ�����ԡ��ֻ��ȱ����ķ��ʿ���ϵͳ����ʱ��ز��빤�տ��ƣ�Ҳ����ʹˮ���ŵĺ��ļ�����Աʵ�ж�ȫ������ˮ�������ļ����ƿأ������������Ƚ������ĸ������£�ʹ����ˮ�����������������ܡ���Ч���ȶ������ܵĿ�ׯ�����
�������Ǿ���ķ���ԭ����ˮ��Ҳ�������ƶ�ʽ�칫@!�����ٴ����꣬���ܻ���������������ֵ�أ�PMRֻ��Թ��տ��ƹؼ����ڣ������豸��ʩά���������ȹ���������Ҫ����ԱѲ������ɣ�PMR��Ȼ�������DZ������Ҫ���ˣ��������DZ�ȫ����Ҳ�������еģ���˶��������DZ�������ά�ޱ���Ҳ�DZ���ġ�
�����塢������֮COD
����������Ҫ̸COD�Ľ�����������ڴ�֮ǰ����Ҫ̸һ���˹�������Χ���ʦ֮��Ķ�ս���˹������Ѿ��������ʤ����˵���˹�������ijһר������������Ƿdz�����DZ���ģ�������˶��ֻţ�����Ϊ��ɲ��ء������������������Ƕ��ã������ڱ�����������ͳ�Խ��������κ�һ������������������������������˻�������ô���������������������Ҳ�ǿƼ���չ�ı�Ȼ����ˡ����ֺñȽ����������𣬽����������ñ�������ǿ����������ȴ�������ο���ס�����˹����ܺñȽ�������ñ�������������Լ���������Ҫ��㼵�ʽ�����˾��ְ����ȡ��������������֮ǰ������Ҫ�õ�!
����ת�����⣬�ڵ�1ƪ���Ѿ�������COD��Ҫ�ѵ������ѽ���COD��ȥ�����ѽ���COD�ֶ�Ϊ����ӣ������ѽ���CODȥ����Ҫ����������������̿������ˮ���ữ������Ϲ��ա��о��������������ڳɱ����е������ʵ����ֻ����������������ɫ���ŵ����ã����ʹ�ø�������COD��ȫ�����侭���Ի��������ܣ����Եİ취�Ǹ�����������ӻ���̿����������̿���ص����ó�����С�����л�����������ijɱ�����һЩС��ģ��ҵˮ�������ܹ����ܣ�����ּ����ϴﵽ�µر�A���ij����Ǿ����ս��
������ôCOD�ͳɱ�����ij�·���ģ�������Ƽ�һ��������������——���ケ! ���ケ�����̶���������������ڸ��ַ������л�������й�������Ч����ͬʱ�����������࣬�����к������ɱ����ڵ�����̿�������գ�ȴ���Դﵽ������+����̿��ȥ��Ч����������µر�����о��о�DZ���������������£�
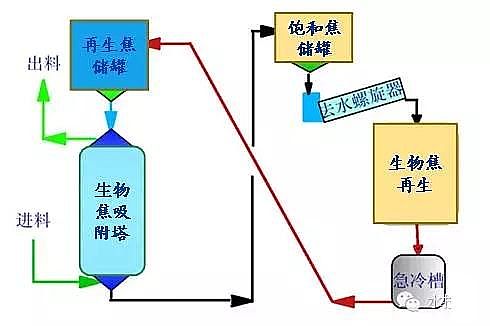
�����ù���Ӧ����ij��������л���Ļ�����ҵ��ˮ��������˺ܸߵ�CODȥ��Ч����������������ͼ��
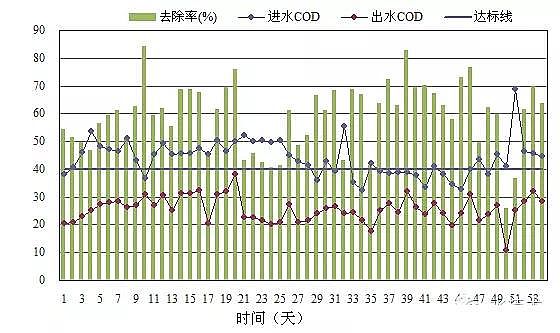
�������Կ�����CODȥ�����ܹ��ȶ��Ĵﵽ50%���ϣ������гɱ�����0.1Ԫ/�֣����ڴ������ˮ���ù���Ҳ������ΪӦ�����գ�����COD�������������ܹ����ʱ�ù��տɳ�Խ�������ˮ�����ϴ�������ʱ���ã��������ˮCOD���ȶ��ԡ�
������������������
����������µر���ѵ�����Ҫ�������Լ�����ˮ��̼Դ��ȱ���������巽������н���̼Դ���˷��Ե÷dz��ؼ���̼Դ�˷ѳ�ǰ�����ᵽ�Ĺ����������ġ�������������֮���Ԥ�����ε����ı���������ɰ��Ԥ�������ġ������صײ�������߲���̼Դ���ġ�����ڴﵽ�±�������У�һ��������Ӧ�������������ɰ�أ�������HRT��ȡ��Сֵ�Լ����л��ɷֵij�����ʹ�ø����༶AOʱ�����ȥ�����أ���ˮSS������SS����ʱ����������������á�
���������������Ƽ�����Ϊ�����༶AO���ù��տɷdz���������������AAO���༶AO��SBR��CASS����������MBR�ȹ��գ�����ɱ��ϵͣ�������̼Դ�Ľ�Լ�dz����ԣ�����Ч�������гɱ��������༶AO����Ҳ�ѱ�����“�����ܻ�����������”������Ϊ���ƹ��ա��ڸ�����ʩ����Ӧ������ˮ���Զ�����װ���Լ��������Զ�����װ�ã�����߹��չ���ˮƽ����ߴ���ˮ�ʵĴ���ʺ��յ����忹�����������������PMR�������ܹ���ϵͳ����ǿ�Թ��յĿ�ѧ���ƣ���ϵͳ�ɱ�������һ�㲻����1�꣬�ڽ��ܺʹ�귽��������������ơ�PMR����Ҳ�ѱ�����“�����ܻ�����������”������Ϊ���ƹ��ա�
��������������û���˷�����ѹ����ѡ���շ�Χ��ø�Ϊ���㣬��ҩ������ѡ�����������Σ���Ϊ��ҩ����ͬʱ����ȥ��SSһ�����á����������μ�ҩ����ʱͶҩ��С������Ч���ã�������������ؼ�ҩ���ױ����������μ�ҩ���ļ�ҩ��Ҫ��2-3������˴Ӿ����Կ������������ν������ü�ҩ������Ӧ�������ء�Ŀǰ��Ϊ�Ƚ��ij��������Ѿ���������SS<5mg/L��Ҫ��ʱ�ɲ��������˳ء���������ͨ�����ؿ�����ɳ�˻�Ĥ�����Լ�������ʽ�Ĺ��˹��գ��ؼ�����Ϊ���յĹ��˿��������ü��ɣ���ͳɳ����ȫ������������Ĥ���˸��ݾ������Ҳ����Ϊ��ѡ���գ���Ϊ��ĩ�˲���Ĥ���˱��ڶ����β���Ĥ������ˮ�ʱ�֤��Ĥ�������涼���о����ƣ�����ɱ�Ҳ�����ڶ��������ε͵öࡣ���ڲ��ֺ��ѽ���COD�ߡ�ɫ�ȸߵij��Ƽ����û��Խ��������գ��ò��϶Ը��ַ������л�����й�����������������Ч�����ڸ�����+����̿����Ϲ��գ����гɱ����ڵ�����̿������Ҳ����ΪӦ�����գ��������ܵ���COD���ʱ����ʱͶ�ã��Ա���ʱ֮�裬���ケ����Ҳ������“�����ܻ�����������”������Ϊ���ƹ��ա�
����“ˮ����”���Ƽ����µر걳���µ�ˮ�ʵͳɱ������������������ͼ��
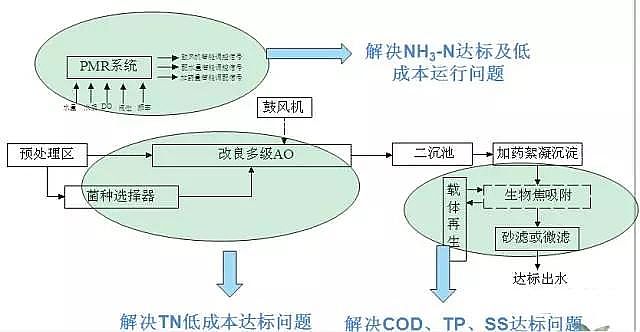
����ͼ6-1 ����������
�����÷�����̼����(BOD/TN)����2.5�ij����ﵽ�µر�A��ʱ�����гɱ�����ﵽһ��A����ƽ����ʹ��̼���Ƚϵ͵ij�Ҳ������Ч����̼ԴͶ�������ϳ��湤�տɽ���0.2Ԫ/��*10mgTN��̼Դ�ɱ������зdz�ǿ���ƹ��ֵ��
�����÷������»�������ˮʮ�����µرꡢ�ͼ۾�����������ˮ�������ȶ����д���һ����ҩ��ʵ���Ǽ���������Ψһ����ϣ����Щ����Ӧ��Ӧ�õ��������ˮ��������Ϊ�ҹ���ˮ������ҵ�����������Ĺ���!
����28%�����ۺ��Ȼ���PAC����������������http://www.lvliaochangjia.com/