


巩义市仁源水处理材料厂
联系人:孙经理
手机:15838253283(微信同号)
电话:0371-66557686
邮箱:1813885391@qq.com
地址:河南省巩义市工业园区
阳离子聚丙烯酰胺CPAM生产厂家探讨污泥处置线路设计布局
阳离子聚丙烯酰胺CPAM厂家探讨污泥处置线路设计布局。阳离子聚丙烯酰胺CPAM自产自销,工厂生产销售一体化,跳过中间商,阳离子聚丙烯酰胺CPAM哪家好,选择仁源水处理药剂阳离子聚丙烯酰胺CPAM。2019年最新阴离子聚丙烯酰胺CPAM价格、阴离子聚丙烯酰胺HPAM多少钱一吨详询拨打:15838253283(微信同号)。
一、总体设计思想
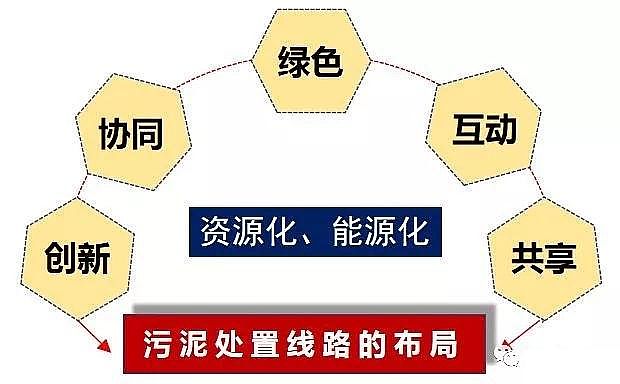
1、污泥处置线路的布局
● 以污泥处置资源化、能源化为目标;
●与当地产业项目形成互动,形成一个完整的污泥处置和循环经济环保产业链;
● 选择适合于本地域的污泥处置线路,实现政府、污水处理厂、污泥协同处置产业3方共同受益的局面;
● 结合本地域现有或将要建设的运行项目,科学合理进行调配,充分考虑发挥现有资源优势,如:发电厂(垃圾处理厂发电厂)、水泥厂的余热或蒸汽等;
●将污泥的有效成分充分进行资源化利用;
●结合运输距离及道路交通条件等。

污泥处置和循环经济产业链
2、设计、布局污泥处置技术线路时要考虑的问题
● 各个处理处置工艺单元的经济性分析;
●最终污泥产物的去向、用途;
●在污泥处置全产业链连通的过程中,确保对环境的影响最小;
● 技术线路必须全产业链打通,否则污泥处置就会中途受阻,对生态环境造成二次污染。
3、污泥处置的主流技术线路
●污泥厌氧消化发酵沼气利用;
● 污泥干化焚烧;
●污泥与垃圾协同焚烧发电;
●燃煤电厂耦合污泥焚烧发电;
●水泥窑协同焚烧;
●污泥堆肥。
二、主流技术线路分析
1、污泥厌氧消化发酵
污泥在无氧的条件下,由兼性菌和专性厌氧菌(甲烷菌)降解有机物,分解的最终产物为二氧化碳和沼气。
如果污泥有机质普遍较低,需要在污泥中适当添加臭氧或者餐厨垃圾,来提高沼气产量。如果沼气产量太小,就不能维持自身厌氧消化环境温度,还需要外加能源以维持平衡。
厌氧消化后的污泥(沼渣)要使其得到有效利用,还需要后续布局一些土地综合利用、园林绿化、建筑材料等相关产业链来配套,完成污泥的最终资源化利用。
该技术多应用于在北方缺水城市,污水处理进水COD大于500mg/L,污泥有机质在60%以上,沼气产量较高。沼气回收后可以用于发电或产生热源。
2、典型的“热水解+厌氧消化”工艺流程
➢污泥预脱水至90%左右,经螺杆泵从储泥罐连续不断地送入浆化罐;
➢ 在97℃温度下浆化后再经过螺杆泵以批次方式送入多个反应罐。在批次加入蒸汽进行165-170℃高温高压蒸煮、在反应罐自身压力推动下污泥进入闪蒸罐;
➢经102℃卸压闪蒸后进行冷却,最后进入37-40℃厌氧消化罐进行厌氧消化;
➢ 产生的沼气用于发电,沼渣经脱水后土地利用;
➢ 在南方城市污泥有机质普遍较低,需要在污泥中适当添加臭氧或者餐厨垃圾,来提高沼气产量。如果沼气产量太小,就不能维持自身厌氧消化环境温度,还需要外加能源以维持平衡;
➢ 厌氧消化后的污泥(沼渣)完成减量化和稳定化,但沼渣还需要后续的处理处置。要使其得到有效利用,还需要后续配套产业链的跟进;
➢ 目前典型线路将厌氧消化后的污泥经板框压力滤机脱水后,含水率降至60%左右,用于改良土壤等。

热水解污泥高级厌氧消化典型工艺流程
3、污泥干化焚烧

核心设备焚烧炉,主体设备为塔形,底部有多孔板,板上放置载热体砂为燃烧床,塔内衬有耐火材料,气体从底部通入,污泥进入后成沸腾流化状态燃烧。
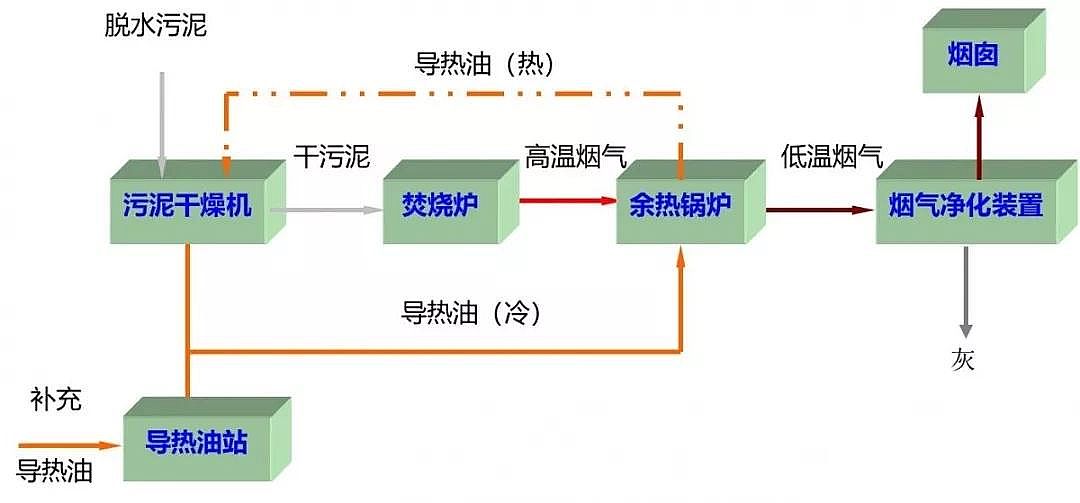
●脱水污泥(含水率60-80%)首先进入干燥机干燥,污泥的含水率降低到10-20%以下再进入焚烧炉焚烧;
● 污泥焚烧产生的热量作为干燥机的加热介质用于加热污泥;
●污泥焚烧产生的烟气经过余热锅炉冷却后经过烟气净化系统和烟囱排入大气;
●实际运行中,如果污泥热值较低,焚烧炉需要投加适量的辅助燃料,以达到系统的热量平衡;
●高含砂量的污泥在高速流化状态下使设备受到很大程度上的磨损;
●对烟气处理系统的设计、运行要求较高;
● 焚烧后的飞灰还需要进行螯合固化处理后安全存放;
● 单独焚烧系统运行成本相对较高。
4、污泥与垃圾协同焚烧发电
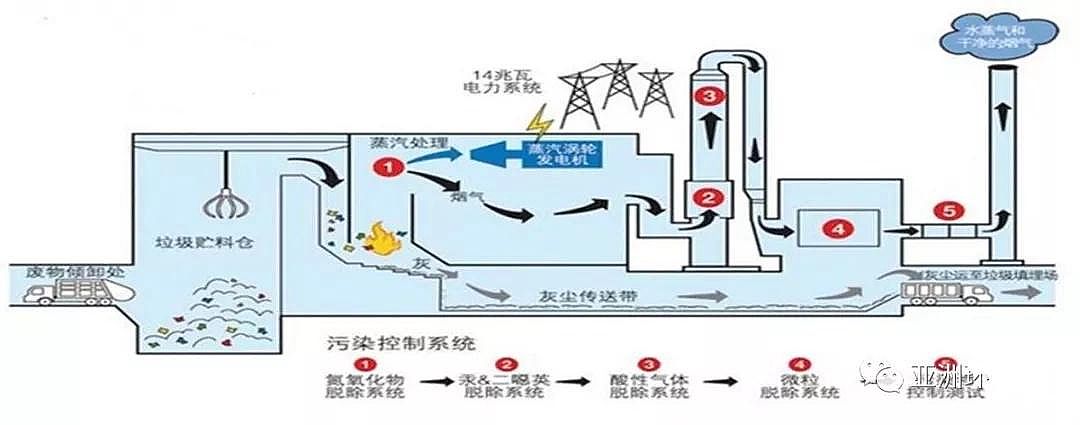
●污泥利用汽轮机做功后低压抽汽的热量,将污泥的含水率降至40%左右,与生活垃圾一起入炉焚烧。焚烧产生的高压蒸汽发电。
●60-80%含水率的污泥运至垃圾焚烧厂内污泥料仓贮存,然后利用汽轮机做功后低压抽汽的热量,通过热干化将污泥的含水率降至35%左右,低位热值与垃圾热值相近,可以满足入炉焚烧的条件。在垃圾焚烧炉进料斗处与混合掺配后一起进炉焚烧。
●焚烧产生的高压蒸汽发电,烟气净化后达标排放,产生的飞灰经过螯合固化后填埋。
●污泥掺烧比不宜超过5-10%。
国内垃圾协同焚烧发电典型案例
广州佛山南海绿电垃圾焚烧一期日处理300吨污泥处理的能力。生活垃圾焚烧发电、城乡一体化生活垃圾压缩转运、污泥处理、餐厨垃圾处理设施形成了完整的城市生活固体废弃物处置的资源循环与循环经济环保产业链。
5、燃煤电厂耦合污泥焚烧发电

●由污水处理厂利用板框将污泥深度脱水至含水率60%左右,运送至附近的燃煤电厂
● 利用燃煤电厂的烟气余热进一步干化污泥至含水率20%~30%。这时污泥热值相对较高,可作为热电厂的辅助燃料与煤一起燃烧发电。
燃煤电厂耦合污泥焚烧发电技术的优缺点:
优点:
运行稳定、处置量大、资源化处置。
缺点:
燃煤电厂前期改造投资较大;
掺烧污泥使燃煤量增加,电厂生产成本上涨;
电厂在享有国家电价补贴的政策下才能受益。
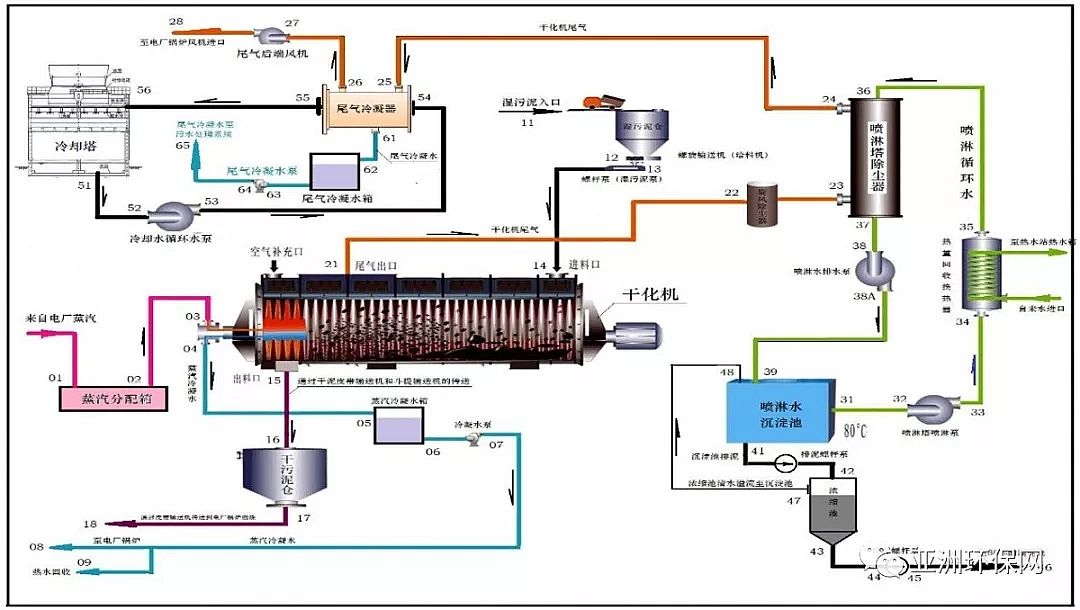
燃煤电厂耦合污泥焚烧工艺图
技术工艺流程:
(1)含水率60%污泥运送至电厂污泥接收料仓;
(2)经螺杆泵传送至干化机进行干化,干化机利用电厂蒸气余热间接加热污泥,将含水率降至30%;
(3)通过皮带输送机传送至干污泥料仓,与煤按比例混合后进入焚烧炉焚烧发电;
(4)干化机尾气经尾气处理系统清洁净化后,达标排放。
6、水泥窑协同焚烧处置污泥
➤污泥干化至水分40%左右,和其它原料一起送入生料磨中共同进行烘干、粉磨后成为水泥生料;
➤水泥生料再经过水泥窑内1700℃左右火焰温度的高温煅烧(物料温度可以达到1450℃左右)成为水泥熟料;
➤干化污泥在从生料煅烧成为熟料的复杂物理化学变化过程中将灰渣中可能存在的重金属固化在水泥熟料的晶格中,达到稳定固化效果,进行了彻底的无害化处理,不会造成二次污染;
➤城市污泥参与配料对水泥熟料和水泥的质量没有影响,城市污泥可以用来生产水泥熟料;
➤按10%左右的比例配备城市污泥,水泥质量基本没有明显变化,完全满足国家相关标准要求;
➤污泥得到彻底处理。
水泥窑协同焚烧处置污泥案例:武汉龙王嘴污泥预处理工厂
2012年建成,位于武汉市龙王嘴污水处理厂内,分为一期、二期,合计处理规模为700吨/日,将污泥深度脱水至60%以下后,转运至华新水泥窑焚烧,制成水泥熟料。
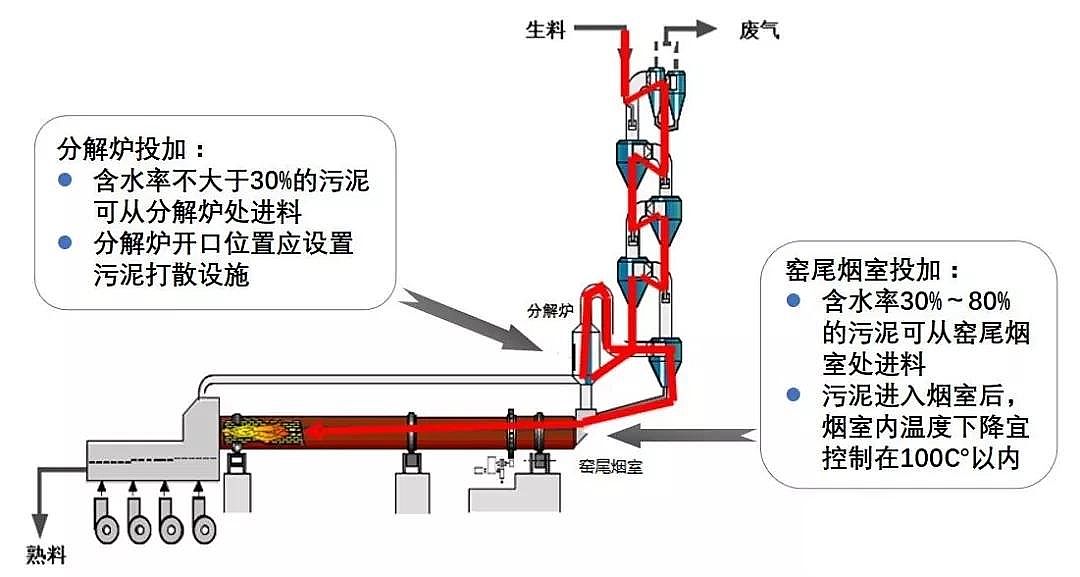
水泥窑协同处置污泥工艺图
7、污泥好氧堆肥——筒仓式发酵器(污泥生物好氧干化)
●在密封仓内完成将污泥变为营养土。利用污泥好氧发酵自动产热及热量散发烟囱效应的原理,污泥好氧发酵过程中,在保证氧气充分供养的情况下,伴随着有机物的快速降解,大量热量产生和释放。
● 在密闭式反应器内,产生的热量会遵照烟囱效应的原理自动往向上扩散,从反应器上部投入的污泥水分被热量迅速带走。
●通过每天不断的投料和出料,在反应器中形成了一个循环链:污泥发酵 → 产热 → 污泥水分挥发 → 污泥再发酵……。
●筒仓的上部收集处理废气,成品从下部出料,含水率约30%-40%之间,技术指标达到有机肥料标准。
筒仓式发酵器结构
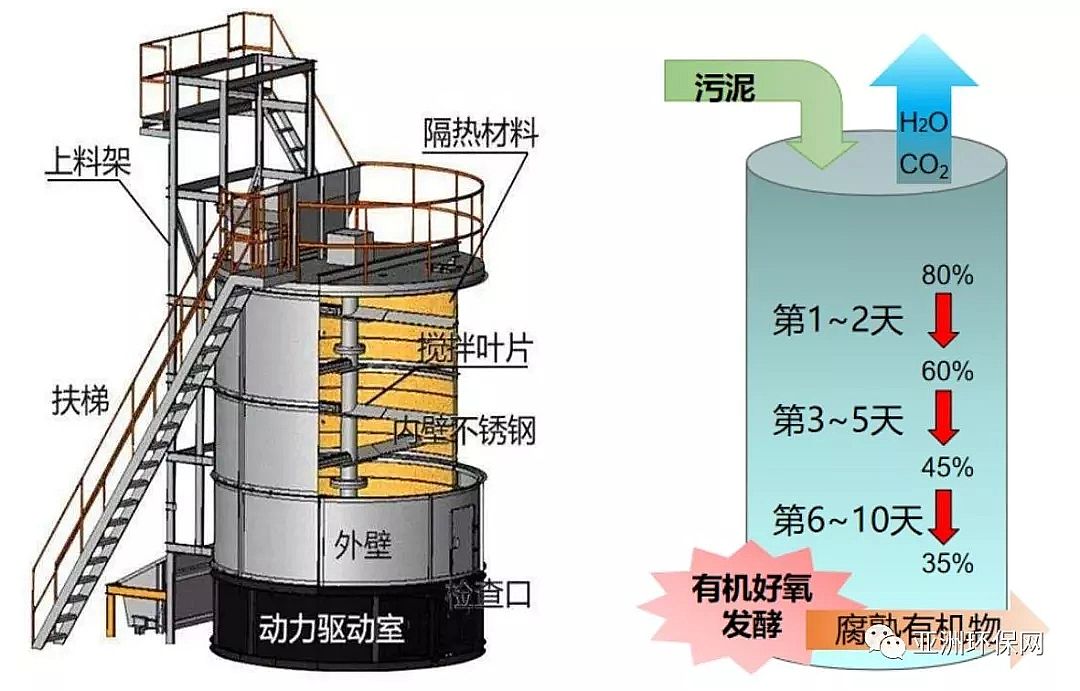
● 反应器内设立式搅拌装置,搅拌器为中空轴,且与各搅拌桨叶联通,通过曝气风机对污泥增氧。
●物料在反应器内呈螺旋轨迹缓慢下降。
● 含水率80%污泥一般日处理5吨左右,可生产肥料1.5-1.8吨。
● 含水率60%污泥一般日处理8-10吨,可生产肥料3.8-4.2吨。
利用筒仓式发酵器进行污泥好氧堆肥的特点:
➢发酵周期短,无需辅料;
➢保温节能效果好,密闭系统臭气易收集处理;
➢单体处理量小;
➢实现“污泥从土地中来还应回到土地中去”的目标;
➢将污泥变为营养土。
这是一条用于乡镇小型污水处理厂的最佳线路。
三、技术线路应用总结
1. 丰水城镇污泥有机质低的污水处理厂污泥处理处置项目应优先选择水泥窑协同焚烧处置污泥的技术线路,其次选择污泥与垃圾协同焚烧发电技术线路。
2. 缺水城镇污泥有机质高的污水处理厂污泥处理项目应优先选择污泥厌氧消化发酵产沼气的技术线路。同时要后续布局一些土地综合利用、园林绿化、建筑材料等相关产业链来配套,完成污泥的最终资源化利用。
3. 农村乡镇小型污水处理厂,应优先采用污泥好氧堆肥—筒仓式发酵器技术,将污泥直接变为营养土。实现“污泥从土地中来还应回到土地中去”的目标。
更多阳离子聚丙烯酰胺CPAM生产厂家详情点击:http://www.lvliaochangjia.com/



