


巩义市仁源水处理材料厂
联系人:孙经理
手机:15838253283(微信同号)
电话:0371-66557686
邮箱:1813885391@qq.com
地址:河南省巩义市工业园区
聚合氯化铝PAC巩义生产厂家屠宰废水处理及沼气回收利用工程实例
聚合氯化铝PAC巩义厂家屠宰废水处理及沼气回收利用工程实例。介绍某食品有限公司南江分公司废水处理工程的工艺参数运行管理和效果。针对屠宰废水高浓度的有机物、氨氮、悬浮物等特点,该工程采用预处理-厌氧发酵-CASS-消毒组合工艺处理。工程经过三个月的调试及运行后,出水水质达到《肉类加工工业水污染排放标准》(GB 13457-92)三级标准,部分出水回用于冲洗,产出沼气能源供锅炉燃烧使用,减少向环境排放污染物。
随着经济的发展,人们物质生活水平的提高,民于食为天的“菜篮子”肉类食品越来越丰富,需求越来越大。目前,我国的屠宰加工不断地扩大发展规模,为人们提供了大量高品质的肉食来源,提高了人们的生活品质。在生产这些高品质的肉类食品中需要屠宰十几到上亿的畜禽,在此过程中产生大量的屠宰废水,其含有大量的动物毛发、粪便、油脂、血污等污染物,如果直接排放纳入水体或外界环境,不仅严重污染了水源,势必会对周围的环境产生不良影响。因此,必须对屠宰加工生产过程中产生的废水进行有效处理。针对屠宰废水水质特点,开发生物质能源,回收利用,将治理污染、净化环境、回收能源、综合利用、改善生态环境有机的结合起来,走生态屠宰加工产业化可持续发展的道路。
玉林市华邦食品有限公司南江分公司是一所机械化屠宰厂,每天屠宰生猪300头左右,在屠宰加工中产出了高浓度的屠宰废水,按0.35~0.50m3/头用水定额计,排出废水量150m3/d。针对废水特性及建设排放要求,采用预处理+厌氧+好氧+消毒组合工艺来处理,处理效果出水水质达到《肉类加工工业水污染排放标准》(GB 13457-92)三级标准,同时,每天回收了125m3沼气,出水回用利用率15%,达到节能减排的效果。
1 废水水质水量及处理工艺
1.1 废水水质
废水主要来源于屠宰车间,包括屠宰前冲洗牲畜、圈栏,屠宰过程中烫毛、清洗胴体,剖解清洗内脏,清洗车间地面、器具等产出的废水,废水水中含有大量的血和粪便及尿液。废水水质为PH6.9~6.99,SCODcr1950mg/L,SS258mg/L,动植物油23.37mg/L,粪大肠菌数为92000个/L,氨氮61.93mg/L。
1.2 工艺流程
采用预处理-厌氧发酵-CASS-消毒组合工艺处理该企业屠宰废水,工艺流程如图1。
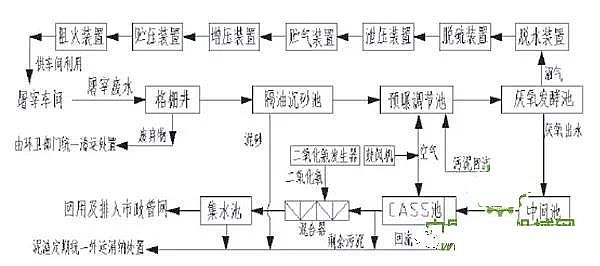
图1 屠宰废水处理工艺流程
1.3 工艺特点
基于废水水质特点及借鉴其它地区类似废水处理的成功经验,本工程项目采用的处理方法具有几个方面的特点:
(1)预处理单元采用了格栅+隔油沉砂+预曝调节的工序有限去除固态漂浮物、油污、泥砂等物,同时平衡废水中水质指标浓度,满足后续生化处理。
(2)前端高浓度采用厌氧发酵开发生物能源即上流式厌氧发酵反应池,利用水泵提升均衡分布射流进水,高浓度有机废水经被高活性厌氧菌分解消化,经固、液、气的分离系统,保证后续处理,同时产出生物能源回收利用。
(3)后续好氧处理单元采用限制性曝气,进水时不曝气,利用两套系统交替连续进水进行混合搅拌、曝气氧化、硝化-反硝化反应、沉淀、排水,更好地适应各类有机废水的降解。
(4)消毒处理单元采用二氧化氯消毒方法对废水中的病原微生物等快速杀菌,防止细菌的再度繁殖,降低污水的臭味,消毒后满足出水水质回用冲洗使用。
(5)废水处理设施结合厂区地形,气象和地质条件等因素合理布置,以便于施工,维护和管理。以功能分区合理、水力流程通畅、构筑物紧凑布置以减少占地面积为原则。
2 主要构筑物及配置设施
按功能分为废水处理区、沼气净化贮供区、附属建筑及设备区三个区域。
(1)废水处理区:从进水至排放,包含格栅井,隔油沉砂池,预曝调节池,厌氧发酵池,中间池,CASS生化池,集水池。
(2)沼气净化贮供区:脱水装置,脱硫化装置,贮气装置,泄压装置,增压装置,贮压装置,阻火装置及管道输送材料等。
(3)附属建筑及设备区:设备操作间,包含鼓风机、二氧化氯发生器等管道及配电控制。
各主要构筑物参数及配置设备如表1。
表1 主要构筑物参数及配置设备表
| 构筑物名称 | 型号/容积 | 数量 | 配置及作用 |
| 格栅井 | 2.5m3 | 1座 | 配置前粗后细两道格栅安装角度为60℃ ,粗格栅间距20mm,细格栅间距12mm,用以拦截废水中的固态漂浮物。 |
| 隔油沉砂池 | 72m3 | 1座 | 设置隔油挡墙和集泥砂斗,去除油污、泥砂。 |
| 曝气调节池 | 48m3 | 1座 | 设置提升泵及液位自动计,调节均衡水质水量。 |
| 厌氧发酵池 | 480m3 | 1座 | 内设固、液、气的分离系统投入高活性厌氧污泥,废水中的有机酸被高活性厌氧污泥分解与代谢,转化成沼气,废水得到净化。 |
| 中间池 | 25m3 | 1座 | 设置集泥斗及回流泵,沉淀及缓冲。 |
| CASS池 | 112m3 | 2座 | 设置管式曝气器,循环泵,滗水器,在氧的作用下,活性污泥进一步消化分解废水中的有机质。 |
| 鼓风机 | N=7.5KW | 2台 | 充气供氧,满足生化反应。 |
| 二氧化氯装置 | 有效氯产量650g/L | 1台 | 设置化学反应发生器,消毒使用。 |
| 集水池 | 45 m3 | 1座 | 设置回用提升泵,存储及回用。 |
| 脱水装置 | 0.03m3 | 1套 | 设置玻璃棉网垫,通过冷凝法除去沼气中的大部分水分。 |
| 脱硫装置 | 0.28m3 | 1套 | 设置干式脱硫药剂,将沼气中硫化氢反应脱除。 |
| 卸压装置 | 0.03m3 | 1套 | 设置平衡卸压,保持压力平衡,避免造成压力爆裂。 |
| 贮气装置 | 15m3 | 4套 | 软体红泥袋,集气及供气。 |
| 增压装置 | N=2.2KW | 1套 | 设置空压机,提高压力供输送使用。 |
| 贮压装置 | 0.7m3 | 1套 | 设置贮压罐,保持压力均衡,减少增压机的启动频率。 |
| 阻火装置 | 0.05m3 | 1套 | 设置阻火石,阻止回火并调节压力供应燃烧器的使用。 |
3 工艺运行管理
3.1 废水处理单元
3.1.1 格栅井
屠宰产出的废水经过设定的粗、细格栅,去除废水中的大颗粒漂浮物及悬浮物。防止其堵塞格栅,每天观察,定期人工捞取拦截出的固体物,通过外运集中无害化处置。
3.1.2 隔油沉砂池
废水中含有猪粪便粗纤维及大量的动物油污,通过特制隔油系统和设定8小时的水力停留进行去除油污、泥砂。每天观察,定期每月人工清理池底泥砂和上浮泥渣,防止油污结壳及泥砂沉集堵塞。控制出水悬浮物浓度在1500mg/L以下,为后续处理缩短处理时间。
3.1.3 预曝调节池
通过曝气空气搅拌,对水质水量进行均化,促进分解部分较难降解的污染物,同时通过中间池和CASS池的污泥回流来调节水质浓度平衡,保持温度在28℃左右,PH值控制在6.5-7.0范围,保证生化工段处理正常。
3.1.4 厌氧发酵反应池
采用上流式厌氧发酵反应池,内设固、液、气的分离系统及加入4000mg/L的高活性厌氧污泥。通过水泵提升均衡分布射流进水,经过射流缓冲搅拌满足废水中的有机酸与甲烷菌有效接触,同时,保持控制池内温度32℃左右,PH值7.1左右,以及厌氧出水沉淀污泥回流保证厌氧污泥浓度,满足厌氧菌发挥其高活性环境条件,高效率快速分解与代谢。
3.1.5 中间池
厌氧发酵出水往往带有悬浮污泥厌氧菌,为了缓冲好氧生化前调节水质,减少对CASS池的负荷,设置了3小时水力停留时间沉淀的中间池,同时将沉淀下来的污泥回流进调节池补充厌氧污泥的流失。
3.1.6 CASS池
采用限制性曝气方式,利用鼓风机充气供氧,两套系统交替连续进水时不曝气,进水同时启动回流以100%的回流比回流进前端混匀稀释,曝气量以水中溶解氧为3.5mg/L来控制,曝气时间6-8小时,水体悬浮状态SV30控制为8%左右,过多剩余污泥及时排出,沉淀后排水每批滗水排放量控制为池内水量的1/2,保持池内满足活性污泥的生长环境。
3.1.7 消毒
本工程选择化学法二氧化氯消毒。二氧化氯发生器与滗水器联动,排水即时自动启动,设定控制二氧化氯投加量为8g/m3,消毒液经过管道混合器加入混合,顺着管道充分接触氧化0.5小时,保证原料充足,满足消毒要求。
3.1.8 集水池
集水沉淀澄清,通过提升泵抽取上层清液用于运输车辆的冲洗。定期每周观察水质变化,如有悬浮物上浮的即时抽取污泥集中外置。
3.1.9 泥渣处理
截留清出的废弃物每天同生活垃圾交由环卫部门统一清运无害化处理;剩余污泥及泥砂处理执行外包,每个月安排1次清理,通过罐装车外运到消纳场集中处置。
3.2 沼气净化利用单元
3.2.1 脱水装置
采用吸附型气水分离罐,罐内部的安装玻璃棉网垫,沼气透过垫层被吸附分离,自动溢出排水,每天观察水封水位,保持水位,避免沼气泄漏。
3.2.2 脱硫装置
采用干式脱硫技术去除,罐内部的安装脱硫剂过滤层,沼气中的硫化氢与脱硫剂接触反应去除,保持脱硫剂有效,每3个月更换1次,操作中保证安全措施。
3.2.3 卸压装置
采用水封压力平衡的方法,管道或气口堵塞时压力过大,水封水位自动溢出排气。定期检查泄压装置水位是否正常,如有降低,及时补充。
3.2.4 贮气装置
采用红泥塑软体袋,每天巡查接口、袋体、固定绳索是否漏气、脱落,保证贮气系统压力在300Pa正常工作范围内。
3.2.5 增压装置
采用空压机增压,每天巡查设备运转,润滑油油位是否在规定位置,机器运行是否正常,增压机压力继电器设定的压力范围:0.04Mpa-0.09Mpa。
3.2.6 贮压装置
采用贮压罐,每天检查压力表、保险阀,每天1次打开底部排水阀进行排水,保持贮压罐压力为0.04Mpa-0.09Mpa,每班,排水结束关闭阀门,每月扳动1次保险手柄。
3.2.7 阻火装置
采用固态阻火方式,罐内部的安装规则不等的阻火石,每天检查及排水,保持气体通道畅通,均匀输送分配使用。
4 运行效果
本工程竣工,开始进水调试1个月,系统主体设施基本没有发生故障并持续稳定,继续运行了2个月正常稳定,满足生产要求,由当地环境监测部门对本工程系统进行竣工验收监测,监测结果见表2,从监测数据结果分析计算,废水中主要污染物去除率达到90%以上,出水水质达到《肉类加工工业水污染排放标准》(GB 13457-92)三级标准要求,稳定达标。
表2 处理前后水质监测结果表
| 项目及结果 监测点 |
PH值 无量纲 |
悬浮物 mg/L |
动植物油 mg/L |
氨氮 mg/L |
BOD5 mg/L |
CODcr mg/L |
粪大肠菌群 (个/L) |
| 处理前 | 6.9~6.95 | 235 | 23.37 | 61.93 | 831.3 | 1770 | 92000 |
| 6.9~6.99 | 258 | 22.17 | 60.44 | 835.5 | 1950 | 82500 | |
| 处理后 | 7.42~7.48 | 48 | 2.42 | 24.79 | 17.9 | 68 | 1475 |
| 7.35~7.44 | 47 | 2.68 | 23.69 | 18.1 | 70 | 1400 | |
| (GB 13457-92) 三级标准 |
6.0~9.0 | ≤400 | ≤100 | -- | ≤300 | ≤500 | -- |
注:以上数值结果为四次平均值或范围。
5 工程效益
工程总投资约75万元,其中土建投资约35万元,配套设备采购及安投资约40万元。本工程的建成,减少向环境排放COD、BOD5、SS、氨氮等污染物,减少了污染超标排污费,同时,回收沼气送锅炉代替木柴使用,节省了柴耗,减少了人工劳动力。据测算日产出的125m3沼气量相当于节省了375kg木柴,按吨木柴600元计每天可以节省225元。
6 结论
工程实践表明,本处理方式既可以解决屠宰废水处理达标又可以回收利用生物能源,是企业既建得起又用得起的处理方法,工程的建成使用,极大减少人力、物力、财力的投入,助力行业的健康发展,改善人居环境,带来显著的社会、经济、环境效益。
更多聚合氯化铝PAC巩义厂家详情点击:http://www.lvliaochangjia.com/