


巩义市仁源水处理材料厂
联系人:孙经理
手机:15838253283(微信同号)
电话:0371-66557686
邮箱:1813885391@qq.com
地址:河南省巩义市工业园区
水处理材料厂家脱氨膜处理高氨氮农药废水的中试研究
水处理材料生产厂家脱氨膜处理高氨氮农药废水的中试研究。近年来因氨氮废水排放导致的污染问题日益严重,大量的氨氮废水直接排入水体会造成水体富营养化,破坏生态平衡,引发系列环境问题,严重危害生态安全。
氨氮废水的处理一直是环保行业关注的重点,主要处理方法有氨吹脱法、反渗透法、化学沉淀法、电化学氧化法、生物法等。然而近年来氨氮废水的处理逐渐由“除去氨氮”转变为“回收氨氮”的理念。
随着水处理技术的发展,尤其是膜技术的广泛推广,膜法脱氨技术也得到了业内人士的研究与应用。
笔者以某农药厂废水为原水,针对该废水中氨氮的脱除进行了脱氨膜工艺中试实验,重点考察了脱氨膜去除氨氮的原理特点、运行参数、处理效果及运行费用等,为进一步的工程应用提供设计依据。
1
试验装置及方法
1.1 原水水质
试验原水为某农药厂丙森锌生产过程中蒸发产生的废水,水温45~50 ℃,pH 10~12,NH3-N<535 mg/L,设计出水NH3-N<50 mg/L。
1.2 试验装置
中试试验工艺流程见图 1。
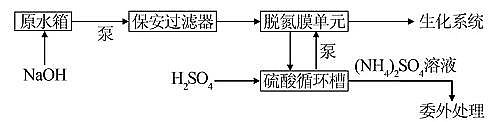
图 1 废水工艺流程
脱氨膜工艺是将膜与传统吹脱及吸收过程相结合的一种新型分离技术,含氨氮废水流动在膜组件的壳程(中空纤维膜丝的外侧),硫酸吸收液流动在膜组件的管程(中空纤维的内侧)。
氨氮在水中存在离解平衡:NH4++OH-
NH3+H2O。废水中pH提高或者温度上升时,上述平衡将会向右移动,NH4+变成游离的气态NH3。
由于脱氨膜是一种疏水性的中空纤维膜,含氨废水经过膜丝表面时,水被隔离在膜丝外部,而气态氨氮则渗透到膜丝内部被硫酸吸收又变成离子态的NH4+。
当保持废水的pH在10以上,并且温度在35~50 ℃,废水相中的NH4+就会源源不断地变成气态NH3向吸收液相迁移,从而达到脱除氨氮的目的。
而随着吸收液在管程内不断循环,形成纯净的硫酸铵,可被回收利用。
1.3 材料与设备
原料液:丙森锌蒸出废水,硫酸吸收液(98%),液碱(30%)。
脱氨膜组件:装置设计处理量250 L/h,采用三只膜串联方式布设;试验用改性聚丙烯中空纤维膜,内径0.3 mm,外径0.4 mm,膜长度608 mm,膜孔径范围0.01~0.1 μm,膜面积9.2 m2,处理水量0.2~0.25 m3/h,使用表面张力≥60 mN/m,使用压强≤0.2 MPa,进水氨氮<20 000 mg/L,进水SS<5 mg/L,进水pH 0.8~12。
2
试验结果与讨论
2.1 试验结果分析
引企业产线丙森锌蒸出水至原水箱,用液碱将原水箱内废水pH调至11~12,控制水温在45~50 ℃,开启废水提升泵,控制进水流量在200~250 L/h,接着开启硫酸循环泵,控制酸液流量在1 200~1 500 L/h。
运行中控制脱氨膜组末端出水水温不低于45 ℃,保持硫酸吸收液pH<2,待设备运行稳定后,不定时抽取原水及脱氨膜出水进行氨氮检测,由进出水氨氮计算总的氨氮去除率。
另外,假设每级脱氨膜对氨氮的去除率相同,从而推算出单级膜对氨氮的去除率。试验结果见表 1。

表 1 中试装置氨氮处理结果
由表 1可以看出,当原水氨氮在535 mg/L以下时,系统出水氨氮降低至55 mg/L以下,总去除率达到90%左右,单级膜氨氮去除率达到50%以上。然而原水氨氮高于535 mg/L时,系统对氨氮的总去除率及单级膜氨氮去除率皆有所降低,分别在81%及42%左右。
同时检测结果显示,采用三级膜串联运行方式,最终出水氨氮浓度有所波动,由此可见,若要系统稳定达到处理要求,可采用四级或四级以上膜串联的排布方式。
2.2 运行费用分析
根据中试试验运行情况,该工艺吨水运行费用包括:电0.94 kW·h,98%浓硫酸1.75 kg,30%液碱0.16 kg,其中电费、98%浓硫酸、30%液碱单价分别按0.8元/(kW·h)、0.48元/kg、0.67元/kg计,对应的运行费用分别为0.75、0.84、0.11元/t。另外可回收硫酸铵2.36 kg,以回收价0.05元/kg计,该工艺可产生0.12元/t的回收价值,则脱氨膜工艺总的运行费用为0.75+0.84+0.11-0.12=1.58元/t。
3
脱氨膜应用特点
对于高氨氮废水处理,目前常用的工艺主要有吹脱法、蒸氨法。脱氨膜与这两种工艺的特点评价分析见表 2。
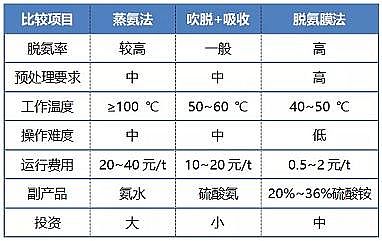
表 2 氨氮废水处理工艺分析
由表 2可以看出,脱氨膜法具有:
(1)氨氮脱除率较高,且出水水质相对较稳定;
(2)装置模块化设计,占地面积小,移动、扩容较方便;
(3)装置为一个封闭的运行环境,无二次污染;
(4)装置自动化水平较高,操作简便;
(5)最终产物(硫酸铵)可有效进行回收利用,具有一定的经济价值;
(6)膜易污染,对进水水质要求高,需要一定的预处理。
4
结 论
(1)采用脱氨膜对高氨氮农药废水进行中试试验,结果表明,在原废水氨氮不高于535 mg/L条件下,经过三级脱氨处理,出水氨氮可达到55 mg/L以下,总氨氮去除率达90%左右,单级膜氨氮去除率在50%以上。
若要达到处理要求,需采用4级或4级以上膜串联排布方式。
(2)通过试验数据分析,脱氨膜工艺的运行费用在1.58元/t,具有极高的经济价值。
(3)采用脱氨膜法处理氨氮废水,可以根据废水中氨氮浓度和出水氨氮要求设计出合理的膜元件排列,运行稳定可靠。与其他脱氨工艺相比,脱氨膜工艺具有易模块化、自动化程度高、无二次污染、操作维护简单、运行费用低、占地面积小等特点。
更多水处理材料生产厂家详情点击:http://www.lvliaochangjia.com/