


巩义市仁源水处理材料厂
联系人:孙经理
手机:15838253283(微信同号)
电话:0371-66557686
邮箱:1813885391@qq.com
地址:河南省巩义市工业园区
2021年多面空心球填料厂家重大环保技术装备目录(2020年版)供需对接指南之工业废水处理技术装备典型案例(石化行业)
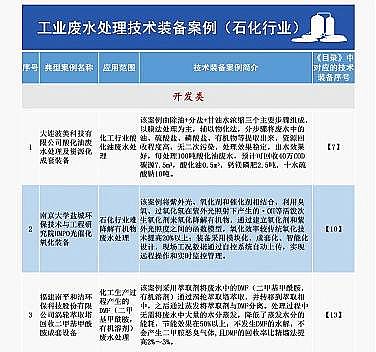
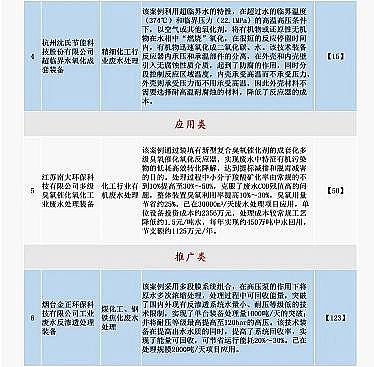
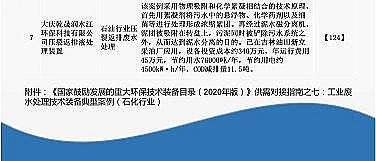
2021年多面空心球填料生产厂家重大环保技术装备目录(2020年版)供需对接指南之工业废水处理技术装备典型案例(石化行业)。近日,《国家鼓励发展的重大环保技术装备目录(2020年版)》供需对接指南之工业废水处理技术装备典型案例(石化行业)公布。
案例一
大连波美科技有限公司酸化油废水处理及资源化成套装备
一、技术适用范围
适用于化工行业酸化油废水处理。
二、技术原理及工艺
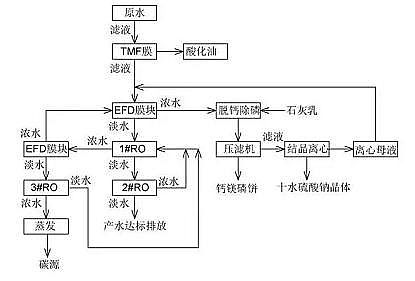
主要由除油+分盐+甘油水浓缩三个主要步骤组成:除油使用具有一定孔径的特种微滤膜,采用浓水循环模式,废水中未反应的酸化油及杂质被膜拦截得以浓缩,完成油水分离的清水进入下一步处理;分盐首先将废水中的硫酸盐浓缩, 浓缩后投加石灰乳可与水中的钙镁离子形成钙镁磷盐,再经冷冻离心可得十水硫酸钠晶体,离心母液反回前端重新处理,脱盐水进入下一步工艺;甘油水浓缩使用 RO 与 EFD 相结合来完成,得到浓缩甘油水,再经蒸发,可得到碳源。
三、技术指标
进水指标:电导率:60000μs/cm~80000μs/cm,CODcr:30000mg/L~40000mg/L,pH:3~4,硬度:5000mg/L~ 9000mg/L,总磷:2000mg/L~5000mg/L,氨氮:200mg/L~ 400mg/L。出水指标:电导率:≤100μs/cm,CODcr:≤300mg/L, pH:6~8,硬度:≤10mg/L,总磷:≤1mg/L,氨氮:≤1mg/L 回收资源:每处理 100 吨酸化油废水,预计可回收如下产品:40 万 COD 碳源 7.5m³,酸化油 0.5m³,钙镁磷肥 2.5 吨, 十水硫酸钠 10 吨。
四、技术特点及先进性
(一)该技术装备以膜法处理为主,辅以物化法,即开即停,处理效果稳定;
(二)分步骤将废水中的油、硫酸盐、磷酸盐、有机物等提取出来,资源回收程度高,无二次污染,出水效果好;
(三)模块化组合,自动化程度高;
(四)水处理成本低于现有的生化法和蒸发法。
五、推广前景
国内外处理酸化油废水的方法目前多为蒸发法和生化法。由于废水硬度高、蒸发处理结垢问题严重,导致效率下降,运行费用较高。而生化法由于水中含盐量过高微生物培养困难,需要加水稀释或其他方法使含盐量达到生化的标准,处理费用也很高。该技术装备设备运行成本低,在废水处理达标回用的同时可以得到有价值的副产品,进而带来一部分经济利益,该技术装备在酸化油废水的处理领域中有良好市场前景。
案例二
南京大学盐城环保技术与工程研究院HMPO 光催化氧化装备
一、技术适用范围
适用于石化行业难降解有机物废水处理。
二、技术原理及工艺
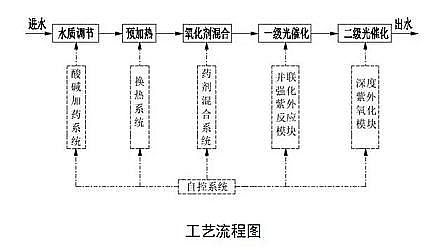
该技术装备将紫外光、氧化剂和催化剂相结合,利用臭氧、过氧化氢在紫外光照射下产生的·OH 等活泼次生氧化剂来氧化降解有机物。废水经过 pH 调节和预热后进入氧化主体反应区,在反应区废水先与氧化剂充分混合后进入一级光催化反应。一级反应器中氧化剂在紫外光的作用下产生大量自由基,且废水处于高湍流状态,自由基和有机物快速反应,大部分有机物降解后进入二级光催化反应。在二级反应器中,紫外光强、氧化剂浓度和较低的有机物浓度相匹配,废水进入深度氧化阶段,将有机物浓度降至目标值。
三、技术指标
单套处理能力 50t/d~100t/d,进水 TOC≤500mg/L,含盐量 0~25%,出水 TOC≤25mg/L,氧化剂有效利用率>85%。
四、技术特点及先进性
该技术装备采用分段、梯级设计,多级阶梯式配置光源和氧化剂,通过建立氧化剂和紫外光照度之间的函数模型,氧化效率较传统氧化技术提高 20%以上;装备采用模块化、成套化、智能化设计,现场工况数据通过自控系统自动上传,实现远程操作和实时监控管理。
五、推广前景
该技术装备无二次污染,可适应更严格的环保标准,既可作为高含盐难降解有机废水的预处理工艺,也可作为生化尾水的深度处理工艺,对水质提标和资源化利用具有重要意义,应用前景巨大。
案例三
福建南平和洁环保科技股份有限公司涡轮萃取塔回收二甲基甲酰胺成套设备
一、技术适用范围
适用于化工生产过程中产生的 DMF(二甲基甲酰胺,有机溶剂)废水处理。
二、技术原理及工艺
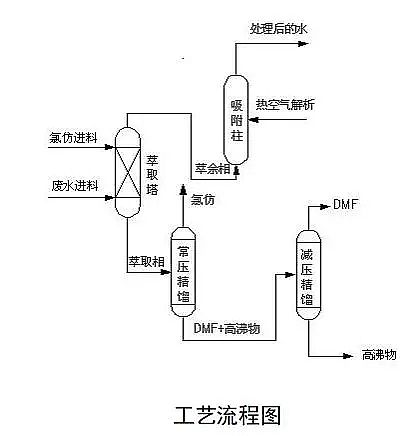
采用萃取剂将废水中的 DMF(二甲基甲酰胺,有机溶剂)通过涡轮萃取塔萃取,并转移到萃取相中,之后通过蒸发将萃取剂与 DMF 分离。萃取剂可循环使用,DMF 通过精制成为 产品;经萃取后的废水成为萃余相,将萃余相中痕量的有机物,通过活性炭吸附,使废水达标排放,吸附在活性炭中的 微量有机物,通过热解析进行回收。
三、技术指标
处理量≥12t/h;二甲基甲酰胺回收率≥98%;不发生二甲基甲酰胺水解反应;不产生二甲胺恶臭;二甲基甲酰胺回收纯度>99.5%;酸值<30ppm、水分<500ppm。
四、技术特点及先进性
无需将废水中大量的水分蒸发,降低了蒸发水分的能耗,节能效果在 50%以上;不发生 DMF 的水解,不会产生二甲胺恶臭气体,且 DMF 的回收率比精馏法提高 2%~3%。
五、推广前景
我国合成革产量居世界第一,约占世界总量的 70%以上。在合成革生产过程中 DMF 作为溶剂被广泛应用,目前我国有合成革企业 2300 多家,每年排放的含有 DMF 的废水约有 1 亿吨。
采用“涡轮萃取塔回收二甲基甲酰胺成套设备”回收合成革工艺废水中 DMF 生产装置与传统的回收工艺相比,每吨处理成本降低约 85 元,对于规模以上的合成革企业,每年可降低 DMF 回收成本 850 万元。此外,由于处理过程不发生DMF 水解反应,厂区周边无异味气体,有效解决二甲胺污染问题,具有良好市场前景。
案例四
杭州沈氏节能科技股份有限公司超临界水氧化成套装备
一、技术适用范围
适用于精细化工行业废水处理。
二、技术原理及工艺
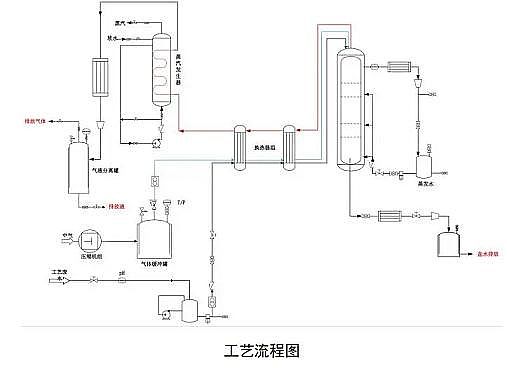
超临界水具有类似液体的密度、溶解能力和良好的流动性,同时又具有类似气体的扩散系数和低黏度。在超过水的临界温度(374℃)和临界压力(22.1MPa)的高温高压条件 下,以空气或其他氧化剂,将有机物或还原性无机物在水相 中“燃烧”氧化,在很短的反应停留时间内,有机物迅速氧化成二氧化碳、水,反应产物中还包括空气中未参与反应的氮气。
三、技术指标
反应压力:25MPa~40MPa,反应温度:400℃~650℃;停留时间<1min,固体不溶物<100mg/L;CODcr处理浓度> 1.2×105mg/L,CODcr去除率>99%。
四、技术特点及先进性
(一)与传统化工板式、管式、翅片式等换热器相比, 占地面积小,换热效率高。
(二)通过多壳式分段反应器技术,实现了反应器内承压和承温部件的分离,在外壳和内壳壁引入无腐蚀性质介质无腐蚀介质冲刷内壳壁面或溶解无机盐从而起到抗盐沉积的作用,通过结构的精密设计,使无腐蚀性介质在内壳形成保护膜,并可稀释内壳附近的腐蚀成分浓度,起到了防腐的作用。同时分段控制反应区域温度,上部为超临界反应区,下部为亚临界反应区,可有效防止大部分盐沉积在反应器内,导致局部腐蚀或堵塞。内壳承受高温而不承受压力,外壳则承受压力而不用承受高温,因此外壳材料不需要选择耐高温耐腐烛的材料,从而显著地降低了反应器的成本。
五、推广前景
超临界水氧化技术反应速率快、停留时间短;氧化效率高,大部分有机物处理率可达 99%以上;反应器结构简单,设备体积小;处理范围广,不仅可以用于各种有毒物质、废水、废物的处理,还可以用于分解有机化合物;不需外界供热,处理成本低,具有良好市场前景。
案例五
江苏南大环保科技有限公司多级臭氧催化氧化工业废水处理装备
一、技术适用范围
适用于化工行业有机废水处理。
二、技术原理及工艺
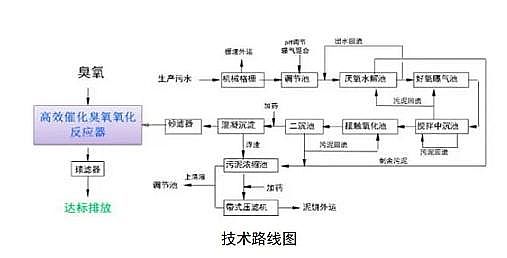
通过装填有新型复合臭氧催化剂的成套化多级臭氧催化氧化反应器,实现废水中特征有机污染物的低耗高效转化降解,达到提标减排和脱毒减害的目的。
其中,新型复合臭氧催化剂通过多金属掺杂大幅降低活性表面氧空位生成能垒,同时利用其络合吸附特性和配体供电子效应,构建活性金属高效转化循环,强化产生羟基自由基,有效提升小分子矿化率,实现了催化剂界面自清洁,克服了常规臭氧催化剂易钝化失活问题;新型多级高效臭氧催化氧化装置通过优化进水、进气方式增强气液初步混合效果,同时设置气泡切割层,实现气液二次分配,使大部分污染物在直接反应区实现快速降解。
三、技术指标
处理后废水 COD≤50mg/L;臭氧利用率>85%;废水中氯苯、三氯酚等特征污染物≤0.2mg/L;臭氧氧化有机产物(小分子羧酸)矿化率:30%~50%;催化剂使用寿命≥4a。
四、技术特点及先进性
该技术装备列入《江苏省水污染防治技术指导目录 (2020年版)》工业废水治理及循环利用技术。
(一)小分子羧酸矿化率由常规的不到 10%提高至 30%~ 50%,克服了废水 COD 残值高的问题;
(二)实现了催化剂界面自清洁,克服了常规臭氧催化剂易钝化失活的问题;
(三)反应器中气泡直径降低至 1μm~10μm,并通过气液二次分配,使大部分污染物在直接反应区实现快速降解,催化剂用量相较常规反应塔显著减少;
(四)整体装置臭氧利用率提高 10%~30%,臭氧用量节 省约 25%。
五、应用案例
项目名称:泰兴市滨江污水处理有限公司30000m³/天废水处理工程技术改造项目
项目概况:泰兴市滨江污水处理有限公司主要接纳处理泰兴经济开发区内各化工企业的工业废水及生活污水,污水经处理达规定的排放标准后排入长江。随着园区企业增多及工业废水排放量的增大,出水无法稳定达标。采用该技术装备臭氧利用效率达到85%以上,COD降解效率达到 30%~40%, 对卤代烃等特征污染物的降解率达到 50%,有效提升了处理系统的出水稳定性,出水稳定达到《城市污水再生利用工业用水水质标准》(GB/T 19923-2005)。单位设备投资成本约 2356 万元。处理成本较常规工艺降低约 1.5 元/吨水,同时每年实现约 450 万吨中水回用,实现节支额约 1125 万元/ 年。
六、推广前景
该技术装备可应用于化工、电镀、焦化、印染等行业生化尾水的提标和脱毒,针对性去除难降解、高毒性的特征有机污染物,进一步降低废水 COD,实现工业有机废水生化尾水深度净化;对提升园区(企业)环境污染控制水平,促进相关行业的可持续发展具有重要意义,具有广阔的发展前景与市场潜力。
案例六
烟台金正环保科技有限公司工业废水反渗透处理装备
一、技术适用范围
适用于煤化工、钢铁焦化废水处理。
二、技术原理及工艺
原水首先通过预处理系统,将水中悬浮物、胶体、硬度等物质去除,然后在高压泵的作用下,进入一段膜系统。
一段膜系统的浓缩液一部分通过一段循环泵重新进入一段膜系统,另一部分浓缩液经二段循环泵增压后进入二段膜系统。
二段膜系统浓缩液一部分在三段循环泵增压后进入三段膜系统,三段膜系统的浓缩液一部分通过浓水阀后泄压排至浓缩液收集池,另一部分进入能量回收装置,为能量回收系统赋能,之后与浓缩液外排口汇合。
一段、二段、三段膜系统的产水汇集形成系统产水,达到回用或外排标准。
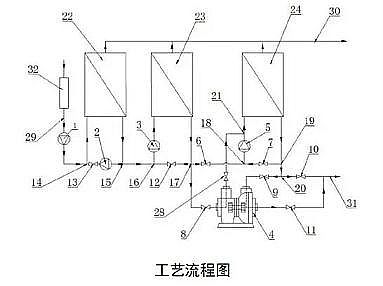
(1、高压泵;2、一段循环泵;3、二段循环泵;4、能量回收系统;5-三段循环泵;6- 第一阀门,7-第二阀门,8-第三阀门,9-第四阀门,10-第五阀门,11-第七阀门,12- 第八阀门,13-第九阀门,14 一号三通,15-二号三通,16-三号三通,17-四通,18-四 号三通,19-五号三通,20-六号三通,21-七号三通,22-一段膜单元,23-二段膜单元, 24-三段膜单元,25-膜单元组,26-监控系统,27-集装箱,28-第十阀门,29-进水管路, 30-产水管路,31-浓水管路,32-预处理单元)
三、技术指标
处理能力:800t/(d·台)~1200t/(d·台);进水水质:SS≤200 mg/L;CODcr≤30000mg/L;NH3-N≤ 2000mg/L;硫酸盐≤10000mg/L;氯化物≤20000 mg/L;溶解性总固体≤50000mg/L;电导率≤65000μs/cm;总硬度≤ 5000mg/L;F≤100mg/L;出水水质:SS:未检出;CODcr≤100mg/L;NH3-N≤15mg/L;硫酸盐≤50mg/L;氯化物≤100mg/L;溶解性总固体≤300mg/L;电导率≤500μs/cm;总硬度≤100mg/L;F≤2mg/L;水回收率:60%~95%。
四、技术特点及先进性
(一)产品的相关技术指标及单套处理能力与国内外同行相比,达国际先进甚至国际领先水平。
(二)突破了国内外现有反渗透系统水量小、耐压等级低的技术限制,实现了单台装备处理量 1000 吨/天的突破;并将耐压等级最高提高至 120 bar 的高压。
(三)在提高出水水质的同时,提高了系统回收率,实现了能量可回收,可节省运行能耗 20%~30%。
(四)设备集成度高、占地面积小、操作维护简单,系统稳定可靠。
五、应用案例
项目名称:榆横煤化工业园工业污水处理厂 DTRO 膜回 收系统项目(BOO 模式)
项目概况:榆横煤化工业园工业污水处理厂蒸发塘有 8 个蒸发塘,库存浓盐水总水量为约 160 万立方米,负责浓缩处理蒸发塘高盐废水,处理规模 2000 吨/天。
项目原水水质:电导率 20000μS/cm~55000μS/cm;总硬度(以 CaCO3计) ≤30000 mg/L。采用该技术装备产水水质达到《城市污水再生利用-工业用水水质》(GB-T19923-2005)和《城市污水再生利用-城市杂用水水质》(GB-T18920-2002)标准;同时,DTRO所产浓盐水电导率高于于 100000μS/cm。
六、推广前景
该装备广泛适用于垃圾渗滤液、工业园区高盐水、印染废水、煤化工废水、钢铁焦化废水、煤矿矿井水、市政污水、造纸废水、冶金废水等处理。适用于处理规模小至 1000 吨/ 天,大至数万吨/天的污水处理工程项目,废水减排效果显著。
案例七
大庆乾晟润水江环保科技有限公司压裂返排液处理装置
一、技术适用范围
适用于石油行业压裂返排废水处理。
二、技术原理及工艺
采用物理吸附和化学絮凝相结合的技术原理,首先用絮凝剂将污水中的悬浮物、化学药剂以及细菌等进行初步絮凝,同时加入吸附剂作为絮核,再加入助凝剂进一步加大和浓缩絮团。再经过泥水磁分离机,泥团被吸附在转盘上,污泥同时被铲除污水系统之外,从而达到泥水分离的目的。污 泥经污泥浓缩机压干外运,清水外输回用。
三、技术指标
进水水质:含油量<1000mg/L,SS<2000mg/L,粘度≤ 1.841mPa·s(20℃);出水水质:含油量≤10mg/L,SS≤ 1610mg/L,粘度≤1.1mPa·s(20℃);处理后污泥含水率≤ 70%。
四、技术特点及先进性
该技术装备安装在室内,整体防爆,有可靠的防渗漏措施、有效的防噪声措施,设备的噪声、废气符合国家环境标准,设备的绝缘性能良好,无漏电现象发生,不会危害人身健康和污染环境,能满足不同类型的压裂返排液的处理需求。装置投资低、占地小、可移动,操作简单,具备自动运行和现场手动控制功能,生产成本低,不存在安全隐患,安全性好。
五、应用案例
项目名称:吉林油田新立采油厂压裂返排液处理项目。
项目概况:项目采用物理吸附+化学絮凝+高清气浮技术组合,单台设备日处理压裂返排液 500 吨,废水处理后含油率及悬浮固体在 30mg/L 以内,设备投资成本约 340 万元, 年运行费用 45 万元,节约用水 78000 吨/年,节约用电约 4500kW·h/年,COD 减排量 11.5 吨。
六、推广前景
该技术装备改变了传统的污水处理工艺,减少了沉降罐、过滤罐的占地面积,不需要反冲洗,用磁吸附方法将污泥直接清除出污水系统,提高了污水的处理质量,社会效益显著,应用前景广阔。
更多2021年多面空心球填料生产厂家详情点击:http://www.lvliaochangjia.com/



