


巩义市仁源水处理材料厂
联系人:孙经理
手机:15838253283(微信同号)
电话:0371-66557686
邮箱:1813885391@qq.com
地址:河南省巩义市工业园区
精选硫酸亚铁生产厂家利用电容去离子技术去除电镀废水中低浓度的镍离子
精选硫酸亚铁厂家利用电容去离子技术去除电镀废水中低浓度的镍离子。此研究采用电容去离子(CDI)技术降低电镀废水中低浓度的镍,使其达到排放标准。
通过导电石墨胶粘剂将阴离子交换树脂(AR-CGA)和阳离子交换树脂(CR-CGA)分别加入到钛网中,制备了复合阳极和复合阴极(树脂-CGA)。
研究了树脂- CGA电极在不同电压、初始电解液pH和初始镍浓度下的电解性能。CR-CGA电极对镍的吸附量为0.095 mg g−1,去除率为95%。
在最优条件下,Ni2+的浓度由1.0 mg L−1降至0.005 mg L−1时,每吨电镀废水的电耗为1.6 kWh / t,树脂-CGA表现出比阳离子交换树脂和导电石墨胶粘剂(CGA)制备的电极更好的电解性能。
研究背景
由于我国部分地区实施严格的镍排放标准,需要控制排放浓度在0.1 mg L−1以下,一些电镀车间需要处理大量镍浓度低于几毫克每升的电镀废水。
电镀废水排放的低浓度Ni2+废水由于其毒性和生物积累效应,会导致周围水源严重恶化。现已有一些技术用于降低Ni2+浓度,如沉淀、吸附、离子交换树脂、膜过滤、电渗析和电去离子等。
碱性沉淀法是电镀废水工业处理中最常用的方法,其操作简单,工程可靠性高。然而,在碱性沉淀过程中加入大量化学试剂,会导致电镀废水处理成本偏高。
树脂吸附法由于实际电镀废水中存在一些螯合镍,吸附后的废水中镍的浓度通常不能达到0.1mg L−1的排放标准。
膜过滤技术中膜污染制约了其在电镀废水处理中的工业应用。基于水离子通过离子交换膜的选择性迁移,电渗析和电去离子可以浓缩低浓度的重金属,但这会导致一些与膜相关的问题,如膜污染和浓差极化。
通过使用阳离子交换膜结合电渗析和电沉积,镍的浓度可以降低到0.11 mg L−1,但也存在严重的膜污染问题。对于无膜电去离子技术,树脂再生过程中的高电压会导致耗电量的增加和高电压的运行安全问题。
电容去离子(CDI)作为一种低电量海水淡化技术,近年来逐渐引起人们的关注。
在一定电压下,可以使用可逆吸附和解吸的多孔碳电极的CDI来除去电解质中的离子。活性炭、氮掺杂碳、碳纳米管和石墨等多孔碳材料因其高比表面积(SSA)和良好的导电性而被广泛用于CDI电极。
近年来,活性炭因其电导率高、成本低而被广泛应用于CDI中。然而,活性炭电极也存在吸附能力低、机械稳定性差等缺点。
采用离子交换树脂和脱盐用活性炭制备树脂-活性炭复合(RAC)电极,RAC电极具有更高的比表面积和更大的离子可及活性位点,与活性炭电极相比,进一步提高了离子电吸附能力。
图文速览
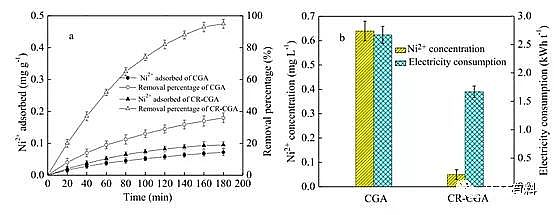
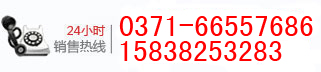
图1 CGA电极和CR-CGA电极的电解性能
如图1a所示,随着CDI时间的增加,阴极附近的Ni2+浓度逐渐增加,导致阴极附近电双层电压的增加,从而降低了推动Ni2+等正电荷离子向阴极迁移的电作用力。
因此,树脂-CGA电极和CGA电极对Ni2+的吸附速率和去除率逐渐降低。CR-CGA电极上镍的吸附量和去除率远高于CGA电极上的吸附量和去除率。
电解液中的Ni2+浓度和3 h CDI过程后的电耗如图1b所示,电压为1.4 V,初始pH值为3.0。电解液中的Ni2+浓度和CR-CGA电极的电耗分别为0.05 mg L−1和1.67 kWh t−1。CR-CGA电极的Ni2+浓度和电耗远低于CGA电极。
图2 电解槽电压对CR-CGA上Ni2+电解性能的影响
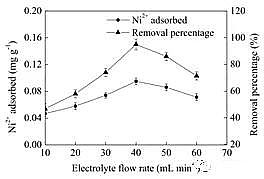
图3 电解液流量对Ni2+在CR-CGA上电解性能的影响
图2为低浓度Ni2+电解液流量为40 mL min−1和初始Ni2+浓度为1.0 mg L−1时,电压对CR-CGA电极电解性能的影响。当电压范围为0.8 ~ 1.4 V时,Ni2+的吸附量与外加电压的增加呈正相关,如图2所示。
高电压有利于提高Ni2+在电解质中的迁移速度,提高CR-CGA阴极附近电双层对Ni2+的存储容量。CR-CGA电极上Ni2+的吸附量在1.4 V时比在0.8 V时增加了106.5%。Ni2+的吸附量在电压为1.4 V时达到峰值,然后随着电压的升高而下降。当电压高于1.4 V时,随着CR-CGA阴极上析氢,主要为水的电解。阴极上析氢不利于阴极附近电双层的稳定性,阻碍了Ni2+在CR-CGA上的吸附,导致Ni2+的吸附量和去除率降低。
当CDI时间为3 h,电解液初始pH值为3.0,电压为1.4 V, Ni2+初始浓度为1.0 mg L−1时,CR-CGA电极在不同电解液流速下的电解性能如图3所示。从图中可以看出,随着电解液流量从10 mL min−1增加到40 mL min−1,Ni2+的吸附量增加。高流速有利于增加流入电解槽的Ni2+总量,同时也有利于提高CR-CGA阴极附近电双层中吸附的Ni2+总量。
在电解液流量为40 mL min−1时,Ni2+的吸附率和去除率达到峰值,然后随电解液流量的增加而下降。当电解液流量大于40mL min−1时,电解液流量越大,Ni2+的吸附时间越短,导致CR-CGA阴极附近电双层中未被吸附的部分Ni2+流出电解槽。
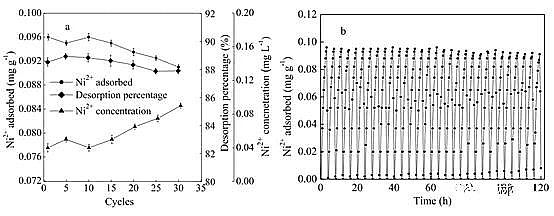
图4 30次吸附-再生循环过程中,Ni2+的吸附-脱附曲线
如图4所示,在10次吸附再生循环过程中,CR-CGA电极吸附的Ni2+和残留的Ni2+浓度基本保持稳定。循环10次后,Ni2+吸附量下降。在第30次循环中,Ni2+的吸附量下降了5.2%,为0.009 mg g−1,而剩余的Ni2+浓度为0.09 mg L−1。
在30个CDI循环过程中,Ni2+的吸附和解吸曲线曲线相似(图4b)。在30次吸附再生过程中,解吸率基本保持稳定。因此,在低浓度Ni2+的CDI过程中,CR-CGA电极的电解性能总体上保持相对稳定。
用导电石墨胶粘剂包覆阳离子交换树脂,吸附一定数量的Ni2+。在1.6V条件下以CR-CGA为阳极、AR-CGA为阴极的再生过程中,阳离子交换树脂与导电石墨胶粘剂之间的界面满足水分解的要求。
在水分解过程中,水在CR-CGA阳极界面分解为氢离子,在AR-CGA阴极界面分解为氢氧根离子,为CR-CGA电极的阳离子交换树脂再生提供氢离子。CR-CGA阳极中的Ni2+在电的作用下会向电解液中迁移。
此外,CR-CGA电极上的Ni2+不能吸附在AR-CGA阴极上的阴离子交换树脂上,这有利于CR-CGA电极上的Ni2+的脱附和再生。
结 论
采用CDI技术可成功去除实际电镀废水中低浓度的Ni2+。采用阳离子交换树脂(D001)和导电石墨胶粘剂制备的树脂-CGA电极对Ni2+的吸附量为0.095 mg g−1,远高于D001树脂上的0.022 mg g−1和导电石墨胶粘剂制备的CGA电极上的0.036 mg g−1。
残余Ni2+浓度降低至0.005 mg L−1,相应的Ni2+吸附量为0.095 mg g−1、去除率为95%,电耗为1.67 kWh t−1。CDI过程中使用CR-CGA电极,电压为1.4 V,CDI时间为3小时,初始电解质pH值为3.0,初始Ni2+浓度为1.0 mg L−1。
此外,CR-CGA阴极的正负极性颠倒可以有效地再生树脂,产生的氢离子可以交换吸附在电极羧酸基上的Ni2+。
该CR-CGA电极对Ni2+的吸附性能稳定,在30次吸附再生循环后,剩余的Ni2+浓度达到了排放标准。树脂- CGA电极CDI技术可有效去除电镀废水中低浓度的Ni2+,具有广阔的应用前景。