


��������Դˮ�������ϳ�
��ϵ�ˣ��ᆳ��
�ֻ���15838253283����ͬ�ţ�
�绰��0371-66557686
���䣺1813885391@qq.com
��ַ������ʡ�����й�ҵ��
����2022�������ɽ�����ϳ���ǿ�������������Ļ�������״��δ��չ��
����2022�������ɽ��������������ǿ�������������Ļ�������״��δ��չ����������������չ��������130�������ʷ����һ�ּ��ѧ�����͵绯ѧ�����ص�Ļ����Ѻ���ˮ�������ա�
����1889�꣬Ӣ��ѧ��P. P. STROKACH�״�����˽��绯ѧ��Ӧ����ˮ���������е�����;
����1901�꣬Ӣ��ѧ��H. EUGENE������˵�����(Electrocoagulation)������ˮ�ĸ���������˴�������ʵ�ʷ�ˮ��Ӧ���о�;
����1903���1905�꣬����ѧ��J. T. HARRIS��F. B. HINKSON�ֱ�����������˵�����ˮ��������ר��;
����1911�꣬����������˻��ڵ����������Ĵ�����ˮ������ʩ����Ӧ���ڶ����������ݵ�ʥĪ�Ῠ�Ͷ����������У����ߺĵ���������ʩ��1930���ȫ��ֹͣ����;
����1946�꣬�����������״δ��ģӦ��������ˮ�����У����ٴ����ڼ�������������з��ù��ߵ�ԭ��δ�õ��ƹ�ʹ��;
����20����50�����������ǰ���������˴���������㷺�ĵ����������о��������˺�ˮ��������ˮ��ʯ����ˮ�ͺ�����ˮ��;
����21���ͳ�����ѧ�������Ŀ��ٷ�չ�ʹ��ģʹ�ã��Լ�������ĵ�����ҵ�����µ������������ɷ�չ����;
����������绯ѧ���۵������ơ��Ƽ�ˮƽ���Ȳ������͵�����ҵ�Ŀ��ٷ�չ�������������ķ�չ�����ܵ�������Լ���ٴγ�Ϊˮ�������յ��о��ȵ㡣
��������ڻ�ѧ�����������������߱������ķ�����ŵ㣺
����(1)ԭλ��Ӧ��������Ⱦ�����������������������ڵ���ͨ��ʱ����������⣬֮����������Է�ˮ�⣬ԭλ���ɽ����������Ӱ�������ʵ���Ҫ�����ǵ缫���ϵ������ˮ���ص�(pH���������Ӻ���Ⱦ�������)�����������̲�����������Դ����(��Cl-��SO42-��NO3-��)�����룬�����������ӵľ�����������ˮ������ܵ��ĸ��ţ����ں��������Ľ��С�
����(2)��Ч�ɷֺ����ߡ�������ϵ��������һ����ΪAl13�Ǿۺ���������Ч�������ɷ֡���������������������ˮ��Һ��������Ҫ��̬ΪAla(����ͳ�����)��Al13��������һ����30%~35%�����֮�£�����Ϊ�����ĵ��������̣�ͨ���������ͽ���ǿ�ȵ����صĵ��أ����������ɱ��ָߺ�����Al13��������������ɴﵽ70%~80%��
����(3)�������١�������������������������Ч�ɷֺ������ߣ�������ͬ�����ˮ���ĵ�������������һ��Ϊ��ѧ������1/3����ˣ�������������Ҳ�����Լ��٣�ͨ������������������33%���ϡ�
����(4)װ�ü��Ҳ�����㡣������װ�����е���Ҫ�����ǵ����͵�ѹ�����幤�վ��и߶ȵĿ��Զ�������ˮƽ�����й����еIJ�����ά��������ݣ��Թ�����Ա��רҵ����ϵ͡�
���������˵������������Ҳ����һЩ���ɺ��ӵ����⣬��Щȱ�������˸�����Ľ�һ����չ����ҪΪ����4�㣺
����(1)�絼��Ҫ��ϸߡ��ڵ绯ѧ�����У����ֵ绯ѧ��Ӧ�Ľ��м���������������Ҫ��Һ������нϸߵĵ絼�ʡ���ˣ���Һ�ĵ絼�ʻ�ֱ��Ӱ���������յ���Ⱦ��ȥ��Ч�ʺ����гɱ���Ϊ�˱�֤���ܺģ�Ŀǰ������������о��༯���ڹ�ҵ��ˮ(��Ʒ�ˮ��ӡȾ��ˮ��������ˮ����ֽ��ˮ��)����ˮԴˮ��������ˮ�ϵ��о���Խ��١�
����(2)������Ҫ���ڸ������������������绯ѧ�ܽ⣬��ʱ�����л�������ģ��������ڸ����������¼�����ƻ�����һ����ˮ�������Ⱦ��
����(3)�������ӵIJ������������������ܳ��Ľ������Ӵ����Է���ˮ����̣������ɾ�������Ч���ĵ��������⣬���в��ֽ��������ܽ���ˮ�С��������Ӻ������ӵIJ����ֱ�ᵼ��ˮ��ĸ�ɫ�ȺͶ�����Ķ��Ի��ۣ����һ����Ҫ�������ձ�֤��ˮ�е�������������ꡣ
����(4)�����ۻ��������ۻ���Ŀǰ���Ƶ���������Ӧ�õ���Ҫ���ء��ۻ�Ĥ�Ĵ��ڻᵼ�������ܽ��ٶȼ���������Ч�ʽ��ͺͶ����������е�ġ�Ŀǰ���������ۻ���������۽�����ҪΪ��Ĥ���ۺ��������ۡ�
������Ĥ������Ϊ�����������ɵĸ��Ϸ�������Ĥ���ʹ����Ʒ���ͻԽ�����������������ڵ缫����Ӧ����(���������۷�Ӧ�������ɵ�)�������������ܽ����ʵ������½���������������Ϊˮ�е���������������ӻ��������������棬�ı����-��Һ�Ľ���ṹ�����������Ӧ�Ļ�����ߣ��Ӷ����ֶۻ������������۵ĸ�����������������������������α仯��ĿǰΪֹ��û���γ�ͳһ��Ȩ�����ۡ�
�����������ϵ����⣬�������������о��Ѿ�����“��ͳ������”��“ǿ��������”�ķ���չ���ڱ�֤��Ⱦ���Чȥ����ͬʱ����һ������缫�ۻ�������ϵͳ�ܺģ���ߵ����������ڹ���Ӧ���е�ʵ�ʼ�ֵ��
����01
����ǿ�����������ۻ���
��������������ˮ����Ⱦ���������Ų�������ĵ�λ����Ը���ˮ��(��ҵ��ˮ��������ˮ��ˮԴˮ��)�Ĵ������ã����Dz��ɻ�ȱ��һ�����������������ɹ���������������Ҫ�ɻ���Ϊ��ѧ�����͵�������ͨ��������ǿ��������Ҫ��Ե��ǻ�ѧ������
����ǿ������(Enhanced Coagulation)һ�����������1965������AWWA�`�ϵ�һƪ�����У�ֱ��20����90���������ˮ��Э���������˶��壬��ǿ����������Ϊˮ�����������������У��ڱ�֤�Ƕ�ȥ��Ч����ǰ���£�ͨ�������������Ͷ������ʵ���л���ȥ���������Ĺ��չ��̡�
����ͬʱ����ǿ�������Ļ����ϣ���������Ż�����(Optimized Coagulation)�ĸ�����䶨��Ϊ���ж���Ŀ����������̣��������ȥ����������Ƕȡ����ȥ��TOC(Total Organic Carbon)��DBP(Disinfection by⁃products)ǰ�����С�����������ĺ��������������������С�������ɱ���
��������������Ϊʵ�ʵ�ˮ����������ǿ���������Ż������Ĺ�ϵΪ“ǿ���е��Ż����Ż��е�ǿ��”�������ܲ��ɷ֣�����ݡ�
������ˣ�ǿ���������Ż�������ͳһ�϶�Ϊ���ڳ������������е�ҩ������ϡ����ۺ�������һ�����ڻ��߶�ڵ�ǿ�����Ż�����һ����߶�ˮ����Ⱦ��ľ���Ч����
�����뻯ѧ����������϶��ԣ�Ŀǰ������������о��У���δ���о��߶�“ǿ��������”������ȷ�Ķ��塣
������ˣ������ڶ�ǿ��/�Ż������͵������ij�����֪�����ϣ���“ǿ��������”����������������ǿ��������(Enhanced Electrocoagulation)����Ϊ���ڴ�ͳ�����������еĵ����ۡ����������������͵绹ԭ��һ�����ڻ����ڽ���ǿ�����Ż����������������ڵ缫��������Դ�����ͼ��ɼ������Ӷ��ﵽ���ˮ�ʵ�Ŀ�ꡣ
����Ϊ�������ر���ǿ���������ķ�չ���ƣ���ʹ��������ѧ������Web of Science���ĺϼ���¼����Ϊ“Electrocogulation”�����Ľ�����ͳ�Ʒ�������������Ϊ“2000��—2020��(12��18��)”�����о�����Ϊ“Engineering Chemical”��“Engineering Sciences”��“Engineering Environmental”��“Water Resources”���Լ����õ������Ľ������ݿ⣬����������Ӧ���ڻ�����������ķ��������ͼ1��
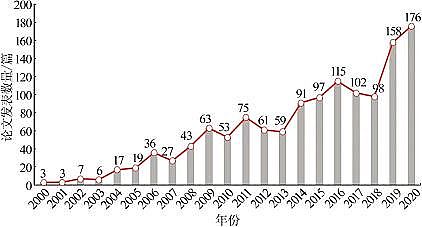
����ͼ1�����������ķ������
������2000�굽2020���21��ʱ���ڣ��ڻ�������ĵ������о�����������1309ƪ������������������ƣ������������������о�ȷʵ�������£������ȶ���Զ��չ�Ŀ����ԡ�
��������Щ���ĵ��о����ݿ����߳����ϵ��о��ɻ���Ϊ��ͳ����������ͳ���������о�����Ҫ����Ϊ�����棺
����(1)�Բ��������ϵ��Ż������о����ۣ���������ѹ�������ܶȡ��缫��ࡢ���ʱ�䡢�������ʡ�pH������ʺ͵缫���ӷ�ʽ��;
����(2)�Ե������ɴ�����ˮ�������չ�о���������ҵ��ˮ(������ˮ��Ⱦ�Ϸ�ˮ����е���ˮ����֯��ˮ����Ʒ�ˮ����ֽ��ˮ����ֳ��ˮ����ҩ��ˮ��)��������ˮ���ر�ˮ�͵���ˮ��;
����(3)�뻯ѧ���������������ܽⷨ�������绯ѧ����(���������������͵�������)�����ܶԱȷ�������ͳ���������о���Χ���㣬Ϊ�������Ŀ��ٷ�չ�ṩ�˺�ʵ�����ۺ����ݻ�����
��������������Ļ������о��Ѿ����������ƣ�Ŀǰ������ķ�չ����Ҫ���ǶԻ������ݽ������Ϲ����γ���ϵ�����ڴ˻�����������һ�ε�̽����չ�����ɴ�ͳ����������ǿ����������
������ˣ�������“������”���ݿ�Ļ����ϣ�����ǰ�Ķ�ǿ���������������ֱ���“��ˮ����”��“�缫����”��“��Դ����”��“���ɼ���”Ϊ�������������ɣ�ǿ�����������ķ��������ͼ2��
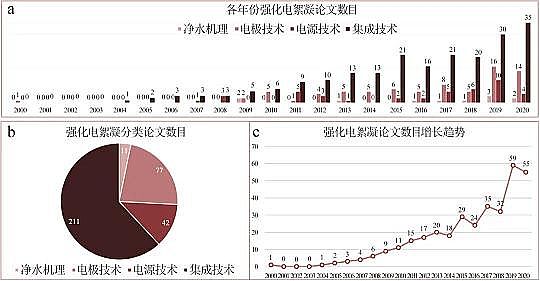
����ͼ2��ǿ�����������ķ������
�����������������ܽ�5���������һЩ������������ǿ�����������о����������������ģ�������о����ǵ�Ŀ����������������½�ת�ơ�
�������Ӹ�������������Ŀ������ǿ�����������о���Ҫ�����ڼ��ɼ����ϣ�����ͳ������������ˮ�������յ�����о����ⲿ���о����ڵ������½ε�һ�������о�����Ҫ���ϳ��Ը������ϵĿ����ԣ��Ƿ���������ƻ�����Ŀǰ��˵������Ҫ��ʱ���������
�����缫�����͵�Դ�������о��ɹ���Ŀ������ⷽ����о���Լ��ɼ�����˵��������2010��ſ�ʼ���뵽�ȶ��ķ�չ�ڡ�
������Щ�о��ǶԵ���������ĺ�����չ���ܹ���ǿ�����������Ĺ����ԣ�����չ������������Ӧ�õ�����Χ�͵���������������������Եȡ������ǿ����������ˮ�����¹۵���о�ֻ��11ƪ�������������٣���ÿһƪ���Ե������½εķ�չ��Ϊ��Ҫ������ָ�������塣
��������������������������“��ͳ������”��“ǿ��������”�ķ�չ�DZ�Ȼ�ġ���ͳ���������о�Ӧ�����༯���ڶ��������ۺ�ʵ�����������ϣ��γ�һ�������ľ���ָ������Ĺ淶���Ӷ��ٽ���ǿ�������������о��ĸ�����̽�����Լ��ڵ缫��������Դ�����ͼ��ɼ����ϵ��о���ɸѡ�����ۣ��Դﵽ�����������㷺ʹ�õ�Ŀ�ꡣ
����02
������ͳ��������ˮ����
���������������Ļ������ӣ��漰�������㣬���������漰���˲���ѧ������ѧ��������ѧ���绯ѧ�ͽ�����滯ѧ���ڶ��о������ӱ�������������ͳ�������ľ�ˮ���̶����Ե����۹�����Ϊ���塣
�������ܴ������о���������ʵ�ᵽ�������͵�������ԭ������������Ҳ���˲�����������ã���δ��������̽�֣��������Ϊ������Ӧ��ϵ�о��дٽ����õĸ���Ӧ��
������ˣ��ܶ���о�������û�г�ַ��ӳ����������������߱����ۺ��ԣ������Ҳ��ǿ���������Ļ����о���չ����
���������������еĵ����۹�����ͨ����ӵ糡�����ã��缫�����绯ѧ��Ӧ�������������������������Ե�������(��Fe2+��Al3+��)������ˮ���з���ˮ�⡢�ۺϣ��γ�һϵ��������������ǻ�����ͨ���������������������ȥ��ˮ���е���Ⱦ��Ĺ��̡�����������Ͽ��������۹��̳�������������Դ�뻯ѧ������ͬ�������ϻ���һ�¡�
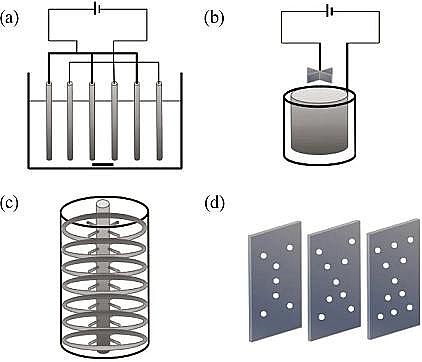
�������������������ij����о���ͨ����Ϊ����������Ҫ����4�����û�����ʾ��ͼ��ͼ3��
����(1)ѹ��˫��㡣����DLVO���ۣ��ϱ���˫����ܹ���Ч�����ų��ܣ���ζ��λ�ﵽijһ�ٽ�ֵʱ������ʧ�Ȳ������ɵ����壬������״̬��������ɢ������ǿ��ͨ��ѹ��˫������ͨ��������Һ�з�����Ũ�ȴﵽ��С��ɢ���ȵ�Ŀ�ġ������������У����������ӽ���ˮ���ˮ������Ĵ���������ӻ����ھ������ý��뽺�����ɢ��������㣬���ڽ��˱�����ܵ�λ���ֲ��䣬�ͻ��ʹ���������������������ɢ���������Ӽ��٣������ɢ��䱡��ζ��λ���ͣ������������������Ч����
����(2)�������к͡���������ɵ�������ˮ����̬���ܵ����и���ɵĿ����ı����������ã����½���ĵ��к����ȡ�ǿ���������ÿ����Ǿ������á�������ϡ����»�������������ۼ������ӽ��������ȡ�
����(3)�������š�����������������ĸ߷��Ӿۺ����ܹ��뽺��������������ϵĻ��Ի����ܹ�ռ��һ����������������������λ�������Ž�����ʹˮ���еĽ��������������������ۼ���һ���γɸ���������塣��������Ҳ��Ҫ������������������ͷ��»����Ľ�����á�
����(4)���������������������Ľ���������ˮ�����������������ܶȻ�ʱ���ͻ��γɴ����Ľ��������������塣��Щ������������������������ͨ������нϴ�ıȱ��������˱��ֳ���һ����𤸽�������ʶ��ܹ���������ˮ�еĽ��������Ѹ���γɳ�������ȥ����
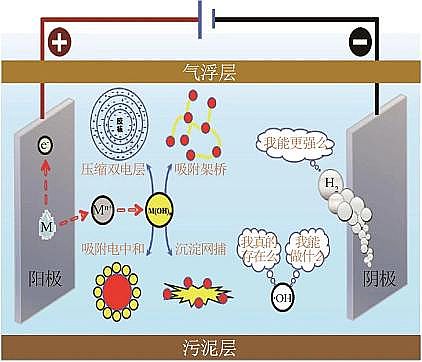
����ͼ3����������ˮ����
�����ڴ�ͳ��������������ˮ�����Ĺ����У���Ҫ����������4�ֻ��������Ⱦ��Ĵ������á������������У�����ʵ�ʵ�ˮ���ص㣬�����Ǽ��ֻ������ۺ����ã�Ҳ����������ij�ֻ�������Ҫ���ã����մﵽ����ˮ�ʵ�Ŀ�ġ�
����03
����ǿ����������ˮ����
����ǿ���������ķ�չĿ���dz�ַ��ӵ������������ۺ����ã�ͨ���Ե����ۡ��������͵��������ԭ�����ϵ�ǿ�����˷�Ŀǰ������ʵ��Ӧ�������ٵ����⡣
�������潫��ǿ��������������ǿ����������ԭ�����ǿ����������ˮ�����ϵ��¹۵����������
����3.1ǿ������������
�����������ǵ�����������Ⱦ��ĺ��ķ�ʽ��Ҳ�ǵ�������չ�������о�������Ҫ̽�������⣬��˵����۵������о��Ѿ����졣
�����������ǵ����۵ľ�ˮ��������Ҫ�����Ե�2�½�������4������Ϊ����������������ͨ�������ˮ���ȸ���Ӧ�ķ���������������һ����ˮ�������У�ͨ���������ɵ������ݺ��������ɵ������ݹ�ͬ���ã�ʹ��Ⱦ���ϸ���Һ���ϲ�Ӷ�ȥ���ĵ绯ѧ���̡���ˣ��������ڵ��о���Ҳ������������������������
�������������ǵ�����ˮ���������е�һ����Ҫ��ɣ�ͬʱҲ�ܶ�����Ϊһ��ˮ�������ա�
�����������ĸ�����������1904��������������۵��ƽ��Ǽ������ġ����������������̿ɻ���Ϊ���ݵ����ɡ����������3���Ρ��ڵ����������У����ɵ�����������Ϊ20~60 μm������������Ϊ10~30 μm����Щ���ݵijߴ�ԶС������������ʽ�����ɵ����ݣ���˱��ֳ��˸�ǿ�ķ���Ч�ʡ�
�������ݵ��������Ƿ���Faraday���ɵģ���˿�ͨ�����ڵ������п��ƣ��������������ݱ���ζ�Ÿ�ǿ���������������ݵij������һ����ͨ������3�ַ�ʽ���У��缫����ϸС���ݵľ۲�;���е�����Ϊ���ģ��������������м沢��Χ��ϸС����;���ƾ۲������������ڵ缫������������ʱ�沢��С���ݲ��ϳ�����ˣ��������ݺ����������ԣ�Ŀǰ���ϵ�����𤸽��ʽ��Ҫ��4�����ص��ۺ����ã���ײ𤸽���á��������á������ļ��ź������Լ���ɨ���á�������Լ��IJ������á�
����Ŀǰ���ڵ������Ļ����о�һ�㶼����������۹��̽��еģ���Ϊ���ߵ���ҪӰ�����ض���pH���缫���Ϻ͵����ȣ�����һ���ĸ����ԣ�ʵ���ڵ�����������Ӧ���У�����ͬʱ���У������ϻ�����ͬʱ�ﵽ���ơ���ˣ���˵����ۺ͵�������ͬʱ��Ч������ǿ���������о�����Ҫ��һ����չ�ġ������ͨ�����ۼ������Comsol��Fluent�����Ķ�������ģ��ȷ�ʽ��������ٿ������µ�������̬����������(�ߴ硢�ܶȺ��ȶ��Ե�)����ƥ���о���Ѱ�ҹ��յ����ƽ��㡣ǿ�������������Ļ��������ڶ�����ȴ�ȥ�о���̽����ͻ�ƣ���Ҳ��ζ����������и������ķ�չ�ռ䡣
����3.2ǿ����������ԭ
�����ڷ�ˮ�����У��������������л����ȥ��Ч������Ϊ�����ģ����ڴ�������о��У����е����������ĵ��������ն��л���ȥ��Ч�����ܴﵽ20%~30%��Ŀǰ���ڵ��������õ��о����Ǽ�����������������ĵ绯ѧ��Ӧ�����ڵ��������漰�ú��١�
����2013�꣬D. GHERNAOUT��Ե����������еĸ��������������“a myth or a reality ?”�����ʣ���Ҫ�õ�3�����ۣ�
����1.�������������У���ͬpH��Χ(pH�ֱ�Ϊ2��7��12)���ֳ���ͬ�Ļ�������pHΪ2ʱ����Ӧ����ʽ��ʽ(1)~(7)����Ҫ����ʽ(4)�ķ�Ӧ����·OH����������Ҫ��ϵ���п�����H2O2��O2���ڣ����D. GHERNAOUT��Ϊֻ�е�pHΪ2ʱ�Ŵ�������·OH�Ŀ�����;
����2. ���������������У������Խ����м���H2O2ʱ�������ܽ��Al3+����������ԭ�ᷢ��ʽ(8)��Ӧ����ʱ����·OH�IJ���;
����3. �ڵ��������е�ͬʱ���г����������γɸ���·OH�Ŀ����ԡ����գ���ƪ������Ϊ��ֹ��2013����о���û���㹻��֤�ݱ��������������д��ڸ������������ɻ����γ���Ҫ���и�����о���
����������Ӧ�� (1)
(1)
����������Ӧ�� (2)
(2)
������Һ��Ӧ�� (3)
(3)
������Һ��Ӧ�� (4)
(4)
����������Ӧ�� (5)
(5)
����������Ӧ�� (6)
(6)
�����ܷ�Ӧ�� (7)
(7)
��������������Һ��Ӧ�� (8)
(8)
����2018����ڵ�����������������ԭ������о��������µĽ�չ��
����W. BARAN��ʹ�õ�������ȥ���������з�ˮ�г��������ÿ����أ�������ù��(������ù��)���Ļ���(ǿ��ù��)����������(��ʯ��̩�־���)�ͻǰ�(�ǰ�������)������ֻ���Ļ��ؿ���ͨ�������������������մӷ�ˮ��ȥ�������Ըù��̵���������;���ͻ���δ����ȷ�ἰ��
�������ڴˣ����ڲ���ѧ�߶Ըù��̵��������������������̽������ѩ�ȷ��֣�ʹ��������Ϊ�������ڵ���Ϊ0.3 A��������ʱ��Ϊ15 min�������£�ˮ���Ļ���(TTC)�ܹ������ٸ�Чȥ����ȥ���ʴﵽ99.6%��
��������ʵ����ɱ�����������Ļ��شﵽ41.9%��֤ʵ�������������и������ʵ��ص㣬���缫�ܳ���Fe(��)�ܹ���������������Fe(��)-TTC��Fe(��)��Fe(��)-TTC������ǿ������������γ-FeOOH����Эͬ����������Ļ��صĸ�Чȥ����
�������ϵ��Իǰ���Ⱦ�ĺ���ƽԭ����ˮΪ����ͨ��������ɻ��������������ͼ�Fe(��)�εȶ���ʵ�飬��ʾ��������������ǰ������е��ǻ����ɻ��������ơ�
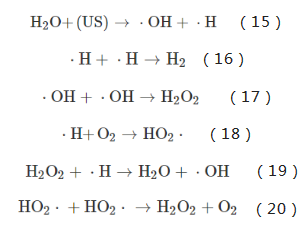
���������о���������г�ʼpHΪ7.3±0.1����������������Ҳ������·OH�����ɡ�
��������D. GHERNAOUT�������Dz�����ģ�˵��·OH�����ɲ�����ȫ��pH������������������·OH�Ŀ�����������Ҫ������о����������ơ�
����Ǯ�����о������������ڲ�ͬ�ض�������ԭ��λ����(��������������ʽ)�µ�·OH��������Ⱦ��(������)����ת���Ļ�����ת���˹��еĵ��������Ե����۹���Ϊ������Ⱦ��ȥ�����������ۿ��Ը���Ϊ����5�㣺
����(1)���������Dz���·OH�ı�Ҫ����������D. GHERNAOUT�ij�ʼ����������ġ�
����(2)������Ϊ5~30 mAʱ(�ϵ͵�����������Ӧ��ϵ������ԭ��λ�ϸ�)��������ϵͳ�ܹ�����һ���̶ȵ��ܽ�����������Fe(��)���Ա���ȫ��������������������·OH���ɣ�·OH�IJ���������������Ӷ��ӿ죬���ڿ��Ƶ�����������һ��ʱ·OH�IJ���δ�ܵ����仯��Ӱ�졣
����(3)������Ϊ50~130 mAʱ(�ߵ�����������Ӧ��ϵ������ԭ��λ�ϵ�)���������ӣ�·OH�IJ������ʺͲ�����������֮���ӡ������ܽ���Ϊ0 mg/Lʱ��·OH�IJ���Ҳ��ֹ֮ͣ��
����(4)������Ϊ����������ά����ϵ���ܽ�����һ���̶ȣ�������Ϊ50~130 mAʱ�������ͷŵ�Fe(��)�ܹ�����ȫ������·OH�IJ���������������Ӷ����ӡ�
����(5)�������������У��ܽ������������ʹFe(��)����ȫ������һ������·OH������������ʱFe(��)��������ȫ�ᵼ��pH���ߴӶ�����·OH�����ɡ���ˣ��������ܽ����Ṳͬ����·OH�����ɡ���ǿ������·OH����ʱ�����������;�����������ԭ��������
����Ŀǰ��˵��������о����ۺ����ݶ������˵�����������·OH�Ĵ��ڣ���������������ʵ�߱�������ԭ������Ϊ��ͳ��������ǿ��������������ת���ṩ�����ۻ���������֧�ţ������˶�ǿ��������������������֪����Ȼ���������۵���Ҫ��ǿ�������������е�ԭλ���ɻ�����������ʵ��ǿ��������������������ֹ�ڴˣ������ں���������м�������˵����
����04
����ǿ�������������о���״
����4.1��Դ����
����4.1.1�������Դ
������ͳ�������ʹ�õĵ�ԴΪֱ����Դ�����Ե͵�ѹ��������Ĺ��緽ʽ���У������ַ�ʽ����ʹ�������淢���ۻ�����ɵ缫ʹ�����������Լ�ϵͳ�ܺ����ӡ�
������Ե缫�ۻ��Ľ���취��ҪΪ��е��ϴ���������ƶۼ�������������������о����֣������弼���봫ͳ����������γɵ������������Ŀǰ��������������ۻ��������ѷ�ʽ��
����������������ڵ缫��֮��ʩ�������źţ�ʹ�缫��Ӧ��Ͻ��У��γ�“ͨ—��—ͨ”��ģʽ������ģʽ�����������ܽ�Ľ������Ӹ���������Һ����ɢ������������Ŀ����γɣ��Լ�����Ũ����������缫�ۻ���������������Ļ����ϣ���ʩ�����ڻ������������Ч������������ʡ�
����˫�����ɳ�Ϊ������������������ʹ�ü����˵����ı���ۻ����⣬���ٽ�������ϵͳ��������ˮ�����ɵ�����������Ⱦ��������á���ʵ��Ӧ��ʱ������Ƶ���ĵ缫������������Դ��ʹ������������һ��������˸ü����Ĺ��̼۸���ˣ����������Դ��ǿ������������Ŀǰ��Ҫ�о������ߵ�Դ�ȶ��ԣ���֤ϵͳ�ij����ȶ����С�
��������ʹ�������Դ�����˳������о���ѡ����(��)-��(��)�缫��ϣ�������Ƶ��Ϊ1 000 Hz��ռ�ձ�Ϊ40%������ͷ�������ܶȷֱ�Ϊ4 mA/cm2��1 mA/cm2ʱ������ȥ���ʴﵽ83%���ϣ���ˮ������Ũ�ȵ���1 mg/L��
�������ݾ������������ܽ��ĵ�Ʒ�ˮ�к��и�Ũ��Cr2O72-��Ni2+��Cu2+���ؽ������ӣ�ԭϵͳʹ�û�ѧ�����������ø������Դ���ŷš��������ʹ��2̨��ѹ���������װ�ò����������ڵ����ܶ�Ϊ60.5 A/cm2���ȶ����к���Ⱦ�ᄏ��ˮƽ�ﵽ���ұ����Ҳ��������٣�ÿ�½�Լ��ˮ��������20����Ԫ��
��������ʵȿ����˸���ʽ��ѹ�����������Ӧ�豸�Ժ���ʡ������ij����ƹ�˾�Ļ�ѧ���������ˮ�Ĵ��������ʵ�����б�����ˮ�е�������COD���ܹ��ﵽ�������Ⱦ���ŷű���(GB 21900—2008)������Ҫ�������豸����һ������״�����á�
����ͬʱ�������豸����PLC����ϵͳ��ȫ�Զ������������������������ܲ��������⡣����ͬ���豸Ӧ�������ij��ƹ�˾�����۸���ˮ��������ˮ�����۸�Ũ��Զ�����ŷ����ƣ��ɱ���Ͷҩ���յ�70%������������30%��
����4.1.2�������Դ
����ʵ��ʹ���У���ͳ�������ĵ�Դ��Ҫͨ����ѹ������������������������ת��Ϊֱ���硣���ڵ�����ȱ��λ��ƫԶ�ĵ���������ѹ���;���Ͷ�������ᵼ�´�ͳ��������������Ӧ�á�
������Ȼ��Ŀǰ�ļ�����˵�������Դ��Դ��������Խϵͣ��������Ͷ�ʺ����гɱ����Ҹ�Ϊ���������ơ���ˣ�������������ڹ����Դ��ǿ���������������ֳ����õĿɳ�����չ�ԡ�
����D. VALERO����2008���״ν�����ͨ��������й��������ĵ������о�����֤��ֱ���ɹ�����й���ĵ�����ϵͳ�Ŀ����ԡ�
������ϵ�����ֱ�������ѹֱ����Ĺ�������Ϊ��Դ��ʹ�õ��������ս�������ũ����Ⱦˮ�����������о�����֤�˹����Դ�����ĵ�����������ũ������������õ�ʵ��Ӧ�ü�ֵ���ɳ�����չǰ����
����2017�꣬Shunxi ZHANG��ͨ�������������������ȥ����ˮ�������ڹ���ǿ��Ϊ(750±30)W/m2������ʱ��Ϊ40 minʱ����ȥ���ʽӽ�100%��
����������Ƚ�����̫���ܵ�ذ�͵������豸�������Ƽ������Ż���������������ʱ����Ӱ��������ˮ����Ч�ʵ���Ҫ���أ�����̫���ܿ��ṩ�㹻��Ӧװ���ȶ����еĵ��ܣ��߱������ͳ��������Դ��������
����4.1.3����������
������ͳ������ͨ����ʹ���������Ͳ���ֵ���Ϊ��������Ҫ����ϵͳ��·�����á�����������������ˮ������ɢ�㣬�缫һ��ֱ�ӱ�¶�ڿ����У��Ӷ�ʵ����Դ����ɢ������һ�����ж����ӷ�Ӧ�ﵽ��������Ⱦ���Ч����
��������ʱͨ��ʹ�ù�ѹ����̿����������������Ǩ�Ƶ糡������������������ϵͳ��������������ʽͻ���˴�ͳ��������Ĵ���������������⣬�ڴ�����ˮ������������������ˮ�Ĺ����У�������������ȥ���ʳ���99%��CODȥ����Ϊ73.5%����������Ϊ1.8 kW·h/m3��
����Yanxiao SI��ʹ�ÿ�����������(3.7±0.1) mg/(L·h)��H2O2������Fe(��)��������¼�Ӵٽ���As(��)���������������ܶ�Ϊ4 A/m2ʱ������������������ƽ���۵�ѹΪ1.0 V��Զ���ڴ�ͳ��������1.9 V�����ܿ��������ļ۸�Ҫ�Ȳ���������߳�18%��������ϵͳ���ܺĽ�����74%�����͵��ܺ���Ч�ٽ��˻��ڿ���������ǿ��������������ʵ��Ӧ�ü�ֵ��
����4.1.4��������
������ͳ������ͨ����ͨ��ŷķ�Ӵ�(������)ʹ�缫�����·֮�佨�����ӣ����缫���뵼����Ӵ�ʱ���Ӵ������ܵ��ĸ�ʴӦ���ϴ�ʹ�������缫�ڽ�ͷ����������ܵ���ʴ��
��������������⣬Zhenlian QI����������ߵ�������������������������������Ϊ����������������ͬʱʹ��2��ʯī����Ϊ�����缫���糡����ĵ�λ��ʹ�����ܽ�������������á�
��������ʵ��֤������������Ũ��ֻ��˫���ļ��ι����йأ��͵绯ѧ������ֱ�ӹ�ϵ����ƽ�е糡���õ�˫���ϴ�ֱ���õ�˫��������Ũ�ȸ߳�84.6%��“H”��˫�������ܹ���ʡ����40%�ĵ缫���ϳɱ�����������ŵ����ڿ��Խ���缫�������⣬���ҿ���������������“H”��˫��װ�ý��й�����Ŀǰ��Ҫ��һ���о�����ˮ����ϵͳ�Ŀ����ԡ�
����4.2�缫����
����4.2.1���缫����
�����缫��Ӧ�ǵ绯ѧ�����ĺ��ģ���ͬ�缫���Ͼ߱���ͬ�ĵ绯ѧ���ԣ����ѡ����ʵĵ缫�ܹ���Ч��������������������Ⱦ���Ч�ʡ�
������ͳ�������ʹ�õ���������Ϊ�����������ڶ��ѧ�о�����������缫������Ч�����ѣ������缫�ľ��������Ը�ǿ����ˣ�����������������ˮ�������������������������ҵ��ˮ��������ˮ��
����������Ϊ���缫ʱ���绯ѧ��Ӧ���£� (9)
(9)
�������������£� (10)
(10)
�������������£� (11)
(11)
����������Ϊ���缫ʱ���绯ѧ��Ӧ���£� (12)
(12)
�������������£� (13)
(13)
�������������£� (14)
(14)
�����ڵ����������о��ߵ�Ŀ����Ҫ�������������ϣ��������ϵ��о����١���2010�����ѧ���������������ܽ��Խ����������о�����þ��п��ͭ���ѵȡ�
����D. OUMAR���о���þ��Ϊ������������������˼���������������Һ�Ĺ��̣��ڵ����ܶ�Ϊ10 mA/cm2������30 min��CODȥ���ʺ���ɫ�ʷֱ�ﵽ��53%��85%��
��������������ˮˮ�ʱ��У����������ӵ�����Ũ��Ϊ0.2 mg/L��þ���ӵ�����Ũ�ȸߴ�30 mg/L�����й�����ˮˮ�ʱ�������þ����û�����������о�ΪĿǰ���Խ�����������������������һ�������ʽ������ͨ����ͬʹ�ö���������������֤ˮ����Ⱦ��ȥ���ʴ�꣬ͬʱ�������Ӳ��������ϱ���
����M. S. SAFWAT��ʹ��ͭ�缫��Ϊ����������ʵ��ӡˢ��ˮ�����������������˱Ƚ��о����������ͭ�缫����Ⱦ���ȥ��Ч���������缫;�������ܶ�Ϊ21 mA/cm2ʱ��ͭ�缫�����缫��CODȥ���ʸ߳�Լ10%;����Ӧ����90 minʱ��ͭ�缫�������ܽ��Թ����ȥ����Ϊ24%�������缫���ܴﵽ7%��
����H. K. SHON���״�ʹ�����Ѱ���Ϊ�����������������ڵ����ܶ�Ϊ8.3 mA/cm2����������Ϊ700 r/min��pHΪ4�������£�DOC��ȥ���ʴﵽ60%~70%��ͬʱ����Ѱ����ɵ�����������ȥ���ߴ��С�л�����ص㣬����������������ڵ������պ����Ϊ�������Ѵ���Ӧ���ڹ�����⼼���С������о���չ���������ϵ�����ͬʱ������������ĺ����ṩ���µ�;����
�������ڵ缫���ϵ�ǿ���������������ֳ��˸���Χ�Ҹ���Ч����Ⱦ�ﴦ�����������߱��˴�ͳ���������߱���һЩ���ͺ����ֶΡ�
������ʹ�ô����������⣬Ҳ�ɽ������Ͻ���Ϊ�����������������Ͻ�����ڵ�������˵���绯ѧ�����������ơ��Ͻ�����Ч�ٽ��缫����ۻ�Ĥ�Ļ�ܽ⣬���ӵ缫ʹ������������ϵͳ���ܺġ�
����D. ADELAIDE���о�����Al-Mg�Ͻ��Al-Zn-In�Ͻ�ϴ�Al�������ֳ�������ķ�ˮ����Ч����Al-Mg�Ͻ���ʵ�������η�ˮ15 min���ɴﵽ��ȫȥ����ͬʱ����Al��������ᱻ���γ��ȶ�������Ĥ�����Ͻ�����ֱ����ۻ���Ϊ�������Ը������Ҹ������ܽ⡣
����4.2.2���缫��״
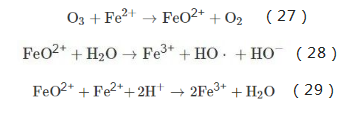
�����缫�ļ�����״��Ӱ�췴Ӧ���Ĺ��ͣ�����Ⱦ��ȥ�������ϵIJ����⣬����Ӱ�췴Ӧ���ķŴ����м������ԡ���ͳ�������о����ʹ�õ�Ϊƽ��缫������ʮ����ѧ���ǻ������˰�״�缫��Բ���缫����ת�缫�ʹ��缫�ȷ�����о���ͼ4��
����ͼ4����״�缫(a)��Բ���缫(b)����ת�缫(c)�����缫(d)ʾ��
����M. MALAKOOTIAN��ʹ�������缫��Ϊ���������˵�������ȥ������ˮӲ�ȵ�ʵ�����о�����ͼ4(a)��ʾ���缫�ߴ�ֱ��2 mm�����ڰ�״�缫��ƽ��缫���õķ�Ӧ�������������˴�����Ⱦ���Ч��Ҳ��Ϊ�����
��������缫��Ҫ��ȫ��û��ˮ���ڲ�����ͨ������ķ�ʽʹ����ȴ��ʡ����ڽ����屾���IJ����ȸ�ʴ���ԣ�ͨ���������Բ�ж�����⡣
����U. T. UN�������һ��Բ��������������תҶ�������ĵ缫���ʹ���ˮ�з�������ڷ�Ӧ����������ΪԲ���Σ�����ܹ��������������������ڲ���������ʹ����ͼ4(b)��ʾ����תҶ��������Ҳ����ʹ�ý�������Ϊ���������ֵ缫�������ڿ��Ƶ缫��࣬�����ڸ����缫����Ҳ���ֳ�һ�������ơ�
����A. S. NAJE�������һ��������ܹ�ͬʱ������֯��ˮ������ĵ�������Ӧ��——��ת������Ӧ�����缫�ṹ��ͼ4(c)��ʾ���ڲ�Ϊ����Ҷ�ֵ���״����������������Բ����Ϊ���������ֹ����µ缫�ܻ�������ɴﵽ500 m2;ͬʱ��ͨ������������ת�٣�ϵͳ�ܵ�Ľ�Ϊ0.56 kW·h/m3���ȴ�ͳ����������Ϊ���á�
����D. O. AVANCINI�ȿ����˵����������д��缫�����Ͻ����ӹ���Һ��Ч�������缫��ͼ4(d)��ʾ����Щ�Ĵ��ڻᵼ��ˮ��pH�仯�����ӣ�������ٴﵽ�����ȶ�״̬;ͬʱ����������Ӱ����Ⱦ��ȥ��Ч�ʣ�����������������ǿ�˵�����ϵͳ����Ⱦ���ȥ��������
�����о��������ڿ��������ڽ�����ʴ�����Ĵ��ڻ�Ӱ��缫���帯ʴ�ӵ�ƽ���ߴ�ͷֲ������ڵ缫��״��ǿ����������������ʵ��Ӧ�õĻ������ϣ������ĵ缫�ṹ�뷴Ӧ�����͵Ĵ��䣬�ڱ�֤������Ⱦ���ȥ��Ч�����⣬�ܴ�ʹ��ʵ�����еij����ȶ���
����4.3���ɼ���
����4.3.1��������-����̿��������
��������̿����ͨ�����нϴ�ıȱ��������߿ɳ�3 000 m2/g��ͬʱ�����Ҳ���зḻ�Ĺ����ţ����ǻ����Ȼ����������ȣ���˶Ը�����Ⱦ�ﶼ���м�ǿ������������
��������̿���ϵ�ǰ���������ڶ�(�絾�ǡ��ոѡ���Ҷ��ľм��)���Ʊ��۸������ˮ����Ч�����ڡ���ˣ����ǵ��������������������ܺĽϸߵ����⣬���ڻ���̿������ǿ�����������������ڽ���ϵͳ�ɱ���
����N. V. NARAYANAN��ʹ�ü�Ъʽ�����������Ӧ�����о��������缫��Ͽ�������̿����ȥ���ϳɷ�ˮ�����۸��Ŀ����ԣ��о������ڽϵ͵ĵ����ܶ��£����ӿ�������̿(GAC)��Ϊ������������������۸���ȥ���ʡ�
����M. S. SECULA�ȿ�����4�ֲ�ͬ���û���̿����������ü����봫ͳ������������ˮ��Һ�е���֬��ɫ���������гɱ��ϵIJ��죬�ó�����N. V. NARAYANAN������о�������ڽϵ͵ĵ����ܶȺ���ʱ���£���������������Ⱦ���ȥ��Ч������;
��������ȥ��Ч�ʵ������������ڻ���̿���ϵĻ�ѧ�ṹ�����ʣ�L27����̿���нϴ�ıȱ�����Լ��ḻ�����Ա�������ţ��������Ϲ����б��ֳ��������������;
����ͬʱ���ڷ�Ӧ����90 minʱ����ͳ������ȥ����λ��Ⱦ����ܺ�Ϊ3.41 kW·h/kg����EC/GACǿ���������ܺĽ�Ϊ1.35 kW·h/kg����ˣ�����ǿ�������������ʺ������ͳ��������
����4.3.2��������-��������
�������������ܹ���Ч��ߵ�����������Ⱦ����̵��������ܡ��������̿����ƻ������ڵ缫����Ĺ���㼰���͵缫����˫���ĺ�ȣ����������Ķۻ�����;ͬʱ���ܹ�ʹ�缫��������ȱ�ݣ���һ����缫�͵缫��Ӧ�������ӡ�������Ҳ�����ƻ���������Ľṹ������������㣬�����Ҫ�������Ƴ������ʺ�Ƶ�ʡ�Ŀǰ���о����ֳ����ܹ��������ɻ����γɣ��������£�
��������������·OH��·H��HO2·�����ɻ����ɣ����ɻ��Ĵ����ܹ��ٽ��л���Ľ��⡣��ʵ����ʹ�ó��������л�����о����١�
����Jiangping LI����Ծ�ϸ�����������д��ڵ����⣬����˵������볬����ͬ�����ķ������ڵ�������ѷ�Ӧ�����³���10 min�ϳɷ�ˮ�е�������86 mg/L���͵�0.4 mg/L��ȥ���ʴﵽ99.6%����ʱ��������Ϊ4 W/cm2��Ƶ��Ϊ20 kHz;
�����Աȶ��ԣ���һ��������������Ⱦ���ȥ���ʽ�Ϊ81.3%��������������Ⱦ�X����ȥ�������������ٽ�������������Һ�е���ɢ���ӿ��˵缫����ۻ�����ƻ���ͬʱ������ǿ���˵糡���ݹ��̣������˵�������ϵ�ĵ�λ�������˷�Ӧ��ϵ�е�Ũ�������ˣ����ߵ�Эͬ������Ч��ǿ�˸���ˮ�ľ������ϵ�һ�������Ĵ���ʱ��������2����
�����������˴ٽ�����������ۼ��Ϳջ����öԵ缫����ۻ��������ϴ�⣬�����������в����Ĵ������ݾ�����ǿ�����ջ�ЧӦ��������
�������ɵ�ʹ�ó���-�����������մ���300 m3/d���������۵��ڳط�ˮ������������Ϊ“���ڳ�+����-������װ��+�˳�+����̿�˳�”��������������ѹΪ10 V����������Ƶ��Ϊ30 kHz���˹�������180 d��ˮ�ȶ�����ȫ���ϡ����۹�ҵˮ��Ⱦ���ŷű���(GB 25461—2010)����ŷű�;����ҵʵ��Ч����㣬���гɱ�����(0.84±0.25)Ԫ/m3��
����4.3.3��������-��������
����������һ��ǿ�����������ڳ��������е���ԭ�Ӿ���ǿ�����Ժ��������ԣ������ֱ�������л����������ﵽ��Ⱦ�����ȥ����Ŀ�ġ�������ֱ��������Ⱦ���⣬����Ҳ���γ�·OH��ǿ�������ţ�������Ч�ͷ�ѡ���Ե���Ⱦ��ȥ����
���������������ɻ��Ļ������£�
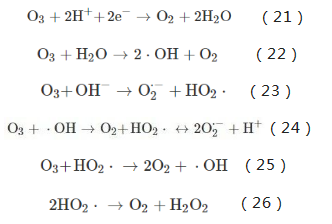
������־�ŵ�ʹ�ó���ǿ������������ֱ����ɹ���4BSģ��Ⱦ�Ϸ�ˮ���ڵ����ܶ�Ϊ15 mA/cm2��O3����Ϊ0.6 L/h�����´���100 mg/L 4BS��50 min����ɫ�ʴﵽ94%���ϣ�����ʱ��ȵ�������������/�������մﵽ�����ɫ��������70 min��
����P. ASAITHAMBI��ʹ�ó������������������Ƴ���ˮ����Ҫ������������ͬ��������Ϲ��յ�ЭͬЧӦ����ɫ�Ⱥ�COD��ȥ���ʽϵ�һ�������͵�һ������������������;�������ܶ�Ϊ3 A/dm2����ʼCODΪ2 500 mg/L����������Ϊ15 L/minʱ��CODȥ���ʴﵽ83%���ܺ�Ϊ5.1 kW·h/m3������2 h���ܹ���ȫȥ��ɫ��;�ڳ���Эͬ������������Ⱦ������У�Fe2+��O3����Ӧ�����м����FeO2+��Fe2+�����O3�ֽ�����·OH�����巴Ӧ�������£�
����4.3.4��������-��/�����������
�������������������⣬���ݲ������ɻ��ķ�ʽ�ͷ�Ӧ�����IJ�ͬ�������������������绯ѧ������Fenton������������ȡ�
������Щ�������л���Ⱦ����и�������ȥ�����������봫ͳ�������������ʹ�ú��ܹ���ֲ�ȱ�㣬����ɴ�����Ⱦ�ﷶΧ����Ŀǰ���кܴ�չDZ����ǿ������������֮һ��
����Sheng LIANG�ȷ���������ԭλ���ɵ�Fe2+�ͻ�Ͻ���������(MMO)����ԭλ���ɵ�O2��Ӧ�õ���·O2-�ܹ���Ч��������������Ϊ�����Ρ�
������Fe��MMO��Ϊ˫����������Ϊ100 mA����Ӧ60 min���������ε�ȥ���ʴﵽ74.25%��������MMO�缫��������Ⱦ��ȥ���ʵ���23.41%���ڻ�ѧ������ȥ���ʵ���5.03%����ͨ��������������ʵ��֤����·O2-������EC-EO��ϵ����Ⱦ�����Чȥ���Ĺؼ���
����J. HEFFRON�Ƚ����������������͵�������������ˮ�в������о���������Ȼ�л�����ǶȻ�����MS2��ΦX174�����ɾ����ڵ������εĴ���Ч����������õ�����������Ϊǰ����������Ч�����˶�ģ��ر�ˮ�еIJ���������Ч����J. HEFFRON�Ʋ�����/���ˡ����������͵�����������Эͬ����ЧӦʵ���˸���Ч�IJ������١�
����M. BOROSKI��ʹ�õ������ͷǾ���TiO2������ϴ�����ҩ�ͻ�ױƷ��ҵ��ˮ������������ȥ���˴ֵĽ����л����������ѽ����л�����Ȼ�����ڳ�ˮ�С���������ö������������ѽ����л��ﱻ����������һ������������ʼCODΪ1 753 mg/L�ķ�ˮ������160 mg/L��������UV/TiO2/H2O2��ɽ�COD������50 mg/L���¡����ֻ��ڹ����ǿ�������������ڹ�ҵ��ģ�б��ֳ���DZ�ڵ�Ӧ�ü�ֵ��
����4.3.5��������-Ĥ���ﷴӦ������
����Ĥ���ﷴӦ��(MBR)�ǽ�Ĥ���뼼�������ﻯѧ�������ϵ�һ������ˮ�����������ǵ�ǰ������Ũ���л���ˮ�Լ���ˮ��������ǰ;����ˮ��������֮һ�����ص���ռ�����С������������Ĥ�۸������������ͣ���MBR�����ijɱ���Ȼ����Լ�䷢չ����Ҫ����֮һ��
�����Ե�������ΪԤ��������������Ч����MBR������Ĥʹ����������ˣ�����Ĥ���ﷴӦ����ǿ��������������Ϊ��Ŀǰ���о��ȵ�֮һ��
�������t���ȶԱ���EC-MBRһ��ʽ��Ӧ���뵥��MBR��Ӧ������������ˮ��ˮ��������������ļ���ʹCOD������������ȥ���ʱȽ�����MBRʱ�������Ե�������������ԭλ������Fe2+����Ч��ǿ����Ļ��ԣ�����һ����������������ܡ�
����K. BANI⁃MELHEM�Ƚ����˵�����-Ĥ���ﷴӦ�����ɹ��մ�����ˮ���о����Ƚ�����������24 d�£��������������Ĥ���ﷴӦ���ں㶨��Ĥѹ���¶���Ⱦ���ȥ��Ч����
���������������������������Ĥ���ﷴӦ�����ϣ�������һ����Ч����ˮ����������Ҳ�����Ĥ���˹����������ܵ���Ч��������Ϲ����뵥��Ĥ���ﷴӦ��������ȣ�Ĥ��Ⱦ������13%����COD���ǶȺ�ɫ�ȵ�ȥ�������н�С����ߣ�����������ȥ�������нӽ�30%��������
����05
�����ܽ��δ��չ��
����ǿ��������������һ�ַ������ʱ�������Ļ�����ˮ�������գ����й����ķ�չǰ���������д�ͳ��������ԭλ������Ⱦ����Ч�ɷֺ����ߡ��������١�װ�ü�����ʵ���Կص��ŵ��⣬�����ֳ�����Ŀɴ�����Ⱦ�ﷶΧ�����ߵ���Ⱦ��ȥ��Ч�ʺ��͵���Դ���ĵ��ص㡣
����ǿ���������������ڴ�ͳ���������������������Ͻ���������
����һ�ǶԻ��������˸������̽�֣���������µĹ۵㣬Ϊ����ˮ���������ķ�չ�ṩ����������;
���������ڵ缫����/�ṹ�ͷ�Ӧ�����͵��о��Ͻ�����ȫ�µķ�չ��;
�������������˸���ˮ���������봫ͳ�����������Ľ��ܽ�ϣ�Ϊ�����ͷ�ˮ��ʵ�ʴ����ṩ�˸���ѡ���ԡ�
������ˣ��ۺ�ǿ��������������ǰ���о���չ�ͷ�չ���ƣ�������δ����չ��������������������о�̽����
����(1)�����о�ǿ���������Ļ���������Ŀǰ��ǿ���������Ļ����о��Ѿ����������������Ҫ��������о�����Ҫ�Ե绯ѧ�����еĵ��������̡����������̺͵��������ԭ����֮��Ĺ�ϵ�Լ�����ý����о������⼸�����̽����Ż����ɣ�����ֵط��ӵ��������ۺ����á�
����(2)����ǿ�������������͵缫�ͷ�Ӧ���ṹ��ǿ�������������ĺ���Ϊ���͵缫������з����������������ڹ��͡��绯ѧ���Ժ������IJ�����ɡ������Ż����Ӷ�ǿ��ϵͳ�ڵ��Ӵ��ݹ��̣�������Ⱦ��ĸ���Чȥ����Ŀ�ġ�ͬʱ����Ҫ������缫�ͼ��ɹ�����ƥ������ͷ�Ӧ�������о����ﵽ���ߵ��ͳһ�����ӳ��缫����Ӧ���ͼ��ɹ��յĶ������ơ���ģ��ģ��Ӧ�õ��缫�ͷ�Ӧ������Ƶ��У��������Ƶ�������ϵ�ĵ糡�������ʹ����о���
����(3)����ǿ����������ϵͳ�ԡ�Ŀǰǿ���������о��ձ黹����ʵ���ҽΣ���ģС������ˮ���Ϊ�ϳɷ�ˮ�����빤��Ӧ�û��кܳ�·Ҫ�ߡ���δ����һ��ʱ���ڣ��о�������Ҫ���������ڷ�Ӧ����ģ�ķŴ����Ƕ�ʵ�ʷ�ˮ�Ĵ���Ч�ʣ���Ҫ��˾������⣬��֤���������������ո���ΧӦ�á�
2022�������ɽ����������������������http://www.lvliaochangjia.com/



